
Patrick de Vos
ºŸÈ®—¥°“√ΩË“¬°“√»÷°…“∑“ßý∑§π‘§¢Õß∫√‘…—∑ Seco Tools
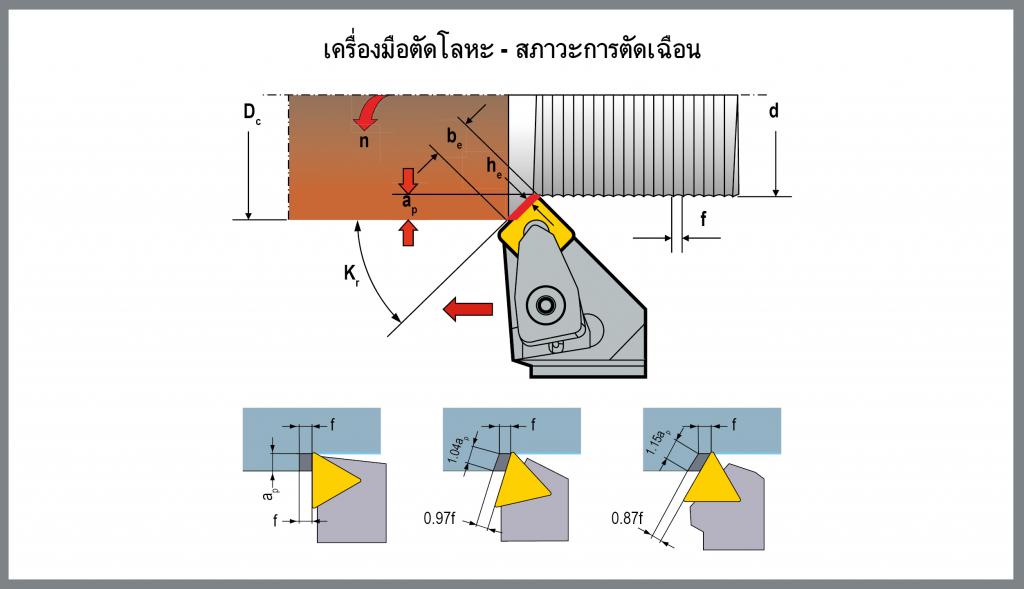
¡’À≈“¬ª—®®—¬∑’Ë Ëߺ≈µËÕ°√–∫«π°“√µ—¥‚≈À– Àπ÷Ëß„πª—®®—¬∑’Ë ”§—≠∑’Ë ÿ¥·≈–ýªÁπª—®®—¬∑’Ëý¢È“ „®¬“°∑’Ë ÿ¥§◊Õ ‘§«“¡Àπ“¢Õßý»…’ ∑’Ë∂Ÿ°µ—¥‚¥¬ý§√◊ËÕß¡◊Õµ—¥ ‚¥¬∑—Ë«‰ª ‘§«“¡Àπ“¢Õßý»…’ §◊Õ ¢π“¥§«“¡Àπ“¢Õß«— ¥ÿ∑’ˬ—ß ‰¡Ëý ’¬√Ÿª∑’˵—Èß©“°„π¡ÿ¡∑’Ë∂Ÿ°µÈÕß°—∫§¡µ—¥ §«“¡Àπ“¢Õßý»… —¡æ—π∏Ï°—∫·√ß∑’Ë„™È°—∫ý§√◊ËÕß¡◊Õ·≈–™‘Èπß“π §«“¡Àπ“¢Õßý»… ∑’Ë¡“°ý°‘π‰ª Ëߺ≈„Àȧ¡µ—¥°√–ý∑“–·≈–·µ°À—° ¢≥–∑’˧«“¡Àπ“¢Õßý»…∑’ËπÈÕ¬ý°‘π‰ª Ëߺ≈„Àȧ¡µ—¥ ÷°À√Õý√Á«
√Ÿª∑’Ë 1: HQ_ILL_Metal_Cutting_Tools_Cutting_Conditions
°“√°”Àπ¥·≈–§«∫§ÿ¡§«“¡Àπ“¢Õßý»…®–™Ë«¬„ÀȺŸÈº≈‘µýæ‘Ë¡§«“¡ “¡“√∂„π°“√º≈‘µ·≈–ª√– ‘∑∏‘¿“æ°“√µ—¥‚≈À–‰¥È Ÿß ÿ¥ ·≈– “¡“√∂ª√—∫°√–∫«π°“√µ—¥ý©◊Õπµ“¡«— ¥ÿ™‘Èπß“πý©æ“–√«¡∂÷ß “¡“√∂§«∫§ÿ¡µÈπ∑ÿπ‰¥ÈÕ’°¥È«¬°“√‰¡Ëý¢È“„®∂÷ߧ«“¡ ”§—≠¢Õߧ«“¡Àπ“¢Õßý»…∑”„ÀȺŸÈº≈‘µ®”π«π¡“°„™Èß“πý§√◊ËÕß¡◊Õµ—¥¡“°À√◊ÕπÈÕ¬ý°‘π‰ª
´÷Ëß Ëߺ≈°√–∑∫µËÕÕ“¬ÿ°“√„™Èß“πý§√◊ËÕß¡◊Õ·≈–∑”„ÀȺ≈º≈‘µ≈¥≈ß
¥È«¬ýÀµÿπ’È ®÷ß¡’°“√§‘¥§Èπ·∫∫®”≈Õß∑“ߧ≥‘µ»“ µ√Ï∑’Ë “¡“√∂™Ë«¬„ÀÈý¢È“„®∂÷ߧ«“¡ ”§—≠¢Õߧ«“¡Àπ“¢Õßý»…„π°“√∑”ß“π ·∫∫®”≈Õߧ«“¡Àπ“¢Õßý»…¡’°“√æ—≤π“¢÷Èπµ“¡≈”¥—∫ ‚¥¬ý√‘Ë¡µÈπ®“°ýæ’¬ß ¡°“√ßË“¬Ê ∑’ËÕ∏‘∫“¬ý»…∑’ˉ¥È®“°°“√∑”ß“π°≈÷ß·∫∫Õ¬ŸË°—∫∑’Ë ®π∂÷ß Ÿµ√∑’Ë´—∫´ÈÕπ´÷Ëߧ”π÷ß∂÷ßµ—«·ª√¡“°¡“¬„π√–À«Ë“ß°“√µ—¥°√–·∑°¢Õß°√–∫«π°“√°—¥
§«“¡Àπ“¢Õßý»… ”À√—∫°“√°—¥
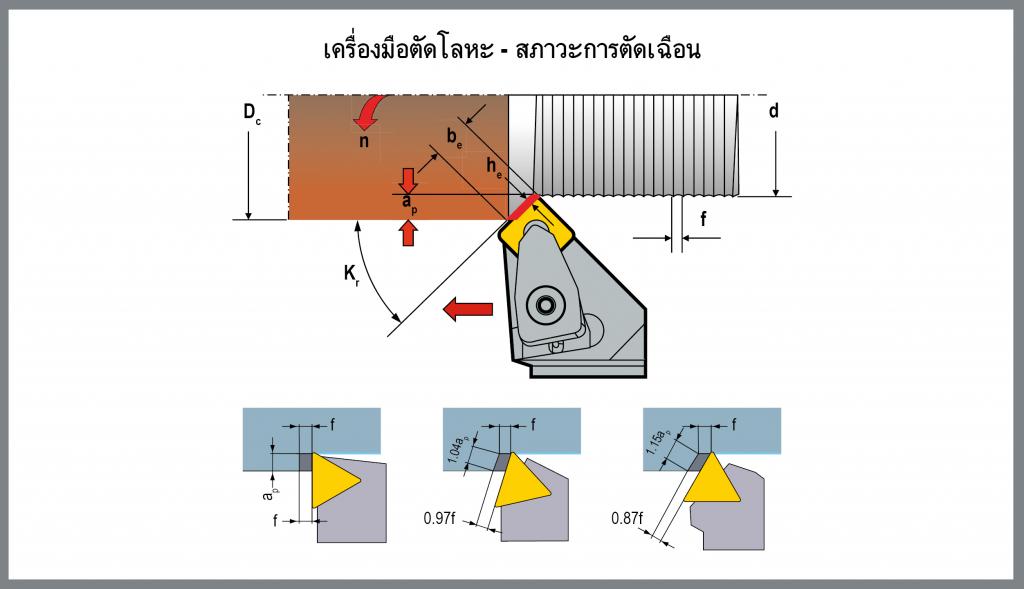
„π°“√∑”ß“π°≈÷ßµËÕýπ◊ËÕß §«“¡Àπ“¢Õßý»…®–‰¡Ëýª≈’ˬπ·ª≈ß ·µË„π°√–∫«π°“√°—¥ §«“¡Àπ“¢Õßý»…®–·µ°µË“ß°—πµ≈Õ¥ý«≈“ýπ◊ËÕß®“°§¡µ—¥®–µ—¥ý¢È“·≈–ÕÕ°®“°™‘Èπß“πլ˓߉¡ËµËÕýπ◊ËÕß
√Ÿª∑’Ë 2: HQ_ILL_Chip_Thickness_In_Milling
ýæ◊ËÕ∑”§«“¡ý¢È“„®§«“¡Àπ“¢Õßý»…„π°“√°—¥Õ¬Ë“ßßË“¬ ý¡◊ËÕª√–¡“≥ 40 ª’°ËÕπ π—°«‘®—¬°“√µ—¥‚≈À–‰¥Èæ—≤π“·π«§‘¥§«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ¢÷Èπ Ÿµ√∑“ߧ≥‘µ»“ µ√Ï∑’Ëæ«°ý¢“ √ȓߢ÷Èπ∑”„ÀÈý°‘¥ý»…∑’Ë¡’§«“¡Àπ“‚¥¬ý©≈’ˬ∑’Ë Õ¥§≈ÈÕß°—πµ“¡∑ƒ…Æ’ ·∫∫®”≈Õߧ«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ∑”„ÀÈý√“ý¢È“„®·≈–§«∫§ÿ¡°√–∫«π°“√°—¥‰¥È¥’¢÷Èπ
ý¡◊ËÕ°”Àπ¥§Ë“§«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ·≈È« ºŸÈªØ‘∫—µ‘ß“π®–µÈÕߧ”π÷ß∂÷ßÀπÈ“ —¡º— ·π«√—»¡’¢ÕßÀ—«°—¥°—∫™‘Èπß“π√Ë«¡°—∫√Ÿª∑√ߧ¡µ—¥ ¡ÿ¡§¡µ—¥·≈–Õ—µ√“°“√ªÈÕπ °“√ª√—∫Õ—µ√“°“√ªÈÕππ—Èπ®–™Ë«¬„Àș˓ßý§√◊ËÕߧ«∫§ÿ¡§«“¡Àπ“¢Õßý»…‰¥È
Õß»“·π«√—»¡’¢ÕßÀπÈ“ —¡º— ¢ÕßÀ—«°—¥°—∫™‘Èπß“πÕ“®µË“ß°—πý撬߉¡Ë°’ËýªÕ√Ïý´ÁπµÏ®π∂÷ß 100 ýªÕ√Ïý´ÁπµÏ¢Õßý ÈπºË“π»Ÿπ¬Ï°≈“ßÀ—«°—¥„π°“√°—¥√ËÕß ÀπÈ“ —¡º— ·π«√—»¡’¢ÕßÀ—«°—¥∑’ËπÈÕ¬®–∑”„Àȉ¥Èý»…µ—¥∑’Ë∫“ß ¢≥–∑’ËÀπÈ“ —¡º— ¢ÕßÀ—«°—¥∑’Ë¡“°®–∑”„Àȉ¥Èý»…µ—¥∑’ËÀπ“¢÷Èπ∂÷ß 50 ýªÕ√Ïý´ÁπµÏ¢Õßý ÈπºË“π»Ÿπ¬Ï°≈“ßÀ—«°—¥ ·≈–ý¡◊ËÕÀπÈ“ —¡º— ¢ÕßÀ—«°—¥ý°‘π 50 ýªÕ√Ïý´ÁπµÏ ý»…µ—¥∑’ˉ¥È®–ý√‘Ë¡∫“ß≈ßÕ’°§√—Èß
πÕ°®“°π’È °“√ýµ√’¬¡§¡µ—¥¬—ß Ëߺ≈°√–∑∫µËÕ§«“¡Àπ“¢Õßý»…¥È«¬ ‚¥¬∑—Ë«‰ª §«“¡Àπ“¢Õßý»…¢—ÈπµË”µÈÕß¡’¢π“¥ý∑Ë“°—∫√—»¡’§¡µ—¥ ý™Ëπ √—»¡’§¡µ—¥ 60 µm ®”ýªÁπµÈÕߪ√—∫°“√ªÈÕπýæ◊ËÕ„Àȉ¥È§«“¡Àπ“¢Õßý»…¢—ÈπµË” 60 µm Õ—µ√“°“√ªÈÕπ∑’˵˔ý°‘π‰ª®–∑”„Àȧ¡µ—¥§√Ÿ¥·≈–‰¡Ë “¡“√∂µ—¥«— ¥ÿ™‘Èπß“π‰¥È
‚¥¬ª°µ‘ §¡µ—¥¢Õßý§√◊ËÕß¡◊Õ°—¥®–ºË“π°“√ýµ√’¬¡‚¥¬ýæ‘Ë¡√—»¡’§¡µ—¥ýæ◊ËÕªÈÕß°—π°“√°√–ý∑“–À√◊Õ·µ°À—° °“√ýµ√’¬¡¥—ß°≈Ë“«ª√–°Õ∫¥È«¬°“√≈—∫§¡ °“√≈∫¡ÿ¡ °“√ª√—∫ —π§¡√Ÿªµ—« T °“√ýµ√’¬¡π’È®–¬Õ¡„ÀÈýæ‘Ë¡Õ—µ√“°“√ªÈÕπý¡◊ËÕ°—¥«— ¥ÿ∑’ˬ“°À√◊Õ¡’æ◊Èπº‘«¢√ÿ¢√– ýªÈ“À¡“¬§◊Õýæ◊ËÕ¢÷Èπ√Ÿªý»…À≈—ߧ¡µ—¥·≈–À≈’°ý≈’ˬ߷√ߥ—π·≈–º≈°√–∑∫∑’Ë®–ý√Ëß°“√ ÷°À√ÕÀ√◊Õ°“√·µ°À—°¢Õߧ¡µ—¥ °“√ª√—∫Õ—µ√“°“√ªÈÕπ®–ý≈◊ËÕπµ”·ÀπËß°“√¢÷Èπ√Ÿªý»…·≈–™Ë«¬§«∫§ÿ¡§«“¡Àπ“¢Õßý»… Õ—µ√“°“√ªÈÕπ∑’Ëýæ‘Ë¡¢÷Èπ®–∑”„Àȉ¥Èý»…∑’ËÀπ“¢÷Èπ ¢≥–∑’Ë°“√≈¥Õ—µ√“°“√ªÈÕπ®–∑”„Àȉ¥Èý»…∑’Ë∫“ß≈ß
¡ÿ¡§¡µ—¥ Ëߺ≈‚¥¬µ√ßµËÕ§«“¡Àπ“¢Õßý»… ý¡◊ËÕ¡ÿ¡§¡µ—¥Õ¬ŸË∑’Ë 90 Õß»“ ý™Ëπ ý¡◊ËÕ„™ÈÀ—«°—¥∫Ë“ª“¥©“° §«“¡Àπ“¢Õßý»…®–ýªÁπ 100 ýªÕ√Ïý´ÁπµÏ¢ÕßÕ—µ√“°“√ªÈÕπ ¢≥–∑’Ë°“√„™È¡ÿ¡§¡µ—¥∑’Ë 45 Õß»“ ®–„Àȧ«“¡Àπ“¢Õßý»…®–ýªÁπ 70 ýªÕ√Ïý´ÁπµÏ¢ÕßÕ—µ√“°“√ªÈÕπ ýπ◊ËÕß®“°ý»…¢÷Èπ√Ÿª∑’˧«“¡¬“«§¡µ—¥ýæ‘Ë¡¢÷Èπ °“√≈¥¡ÿ¡§¡µ—¥®–∑”„Àȉ¥Èý»…∑’Ë∫“ß≈ß ·≈–µÈÕßýæ‘Ë¡Õ—µ√“°“√ªÈÕπýæ◊ËÕ„Àȉ¥È§«“¡Àπ“¢Õßý»…µ“¡µÈÕß°“√
°“√„™È ¡°“√§«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ
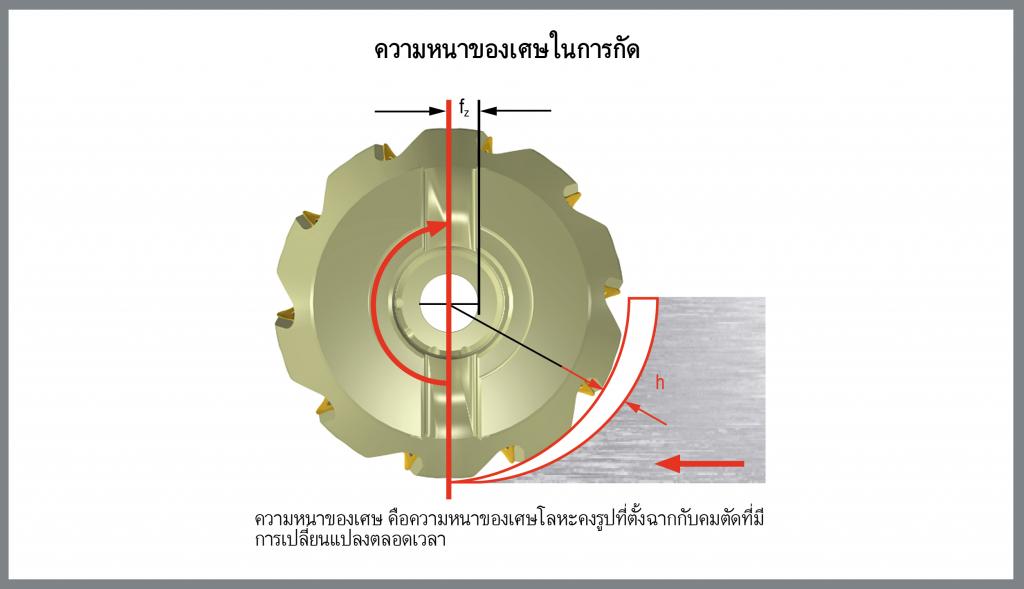
¡°“√§«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ§”π÷ß∂÷ß¡ÿ¡§¡µ—¥¢Õßý§√◊ËÕß¡◊Õ·≈–ÀπÈ“ —¡º— ·π«√—»¡’¢ÕßÀ—«°—¥ √Ÿª∑’Ë 3 · ¥ß°√“ø ¡°“√¢Õß°“√°—¥¢È“ߥȫ¬ ’πÈ”ýß‘π·≈–°“√°—¥µ√ß°≈“ߥȫ¬ ’·¥ß ∫π°√“øÀ≈—° ÀπÈ“ —¡º— ·π«√—»¡’¢ÕßÀ—«°—¥®–‰¥È√—∫°“√ýª√’¬∫ý∑’¬∫°—∫ý ÈπºË“π»Ÿπ¬Ï°≈“ߢÕßÀ—«°—¥„πÕ—µ√“ Ae/Dc °√“øý≈Á°∑’Ë¡ÿ¡· ¥ßº≈°√–∑∫¢Õß¡ÿ¡§¡µ—¥
√Ÿª∑’Ë 3: HQ_ILL_Average_Chip_Thickness
√Ÿª· ¥ß ∂“π°“√≥Ï∑’ˉ¡Ë “¡“√∂„™È Ÿµ√§«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ‰¥È ý¡◊ËÕ°“√°—¥¢È“ß¡’ÀπÈ“ —¡º— ·π«√—»¡’ý≈Á°¡“°ý¡◊ËÕý∑’¬∫°—∫ý ÈπºË“π»Ÿπ¬Ï°≈“ߢÕßÀ—«°—¥ Ÿµ√®–∑”„ÀÈ°“√§”π«≥º‘¥æ≈“¥ (¥Ÿý Èπª√–) ·≈–„π°“√°—¥µ√ß°≈“ß ý¡◊ËÕÀ—«°—¥ —¡º— µ—Èß·µË 50 ýªÕ√Ïý´ÁπµÏ¢÷Èπ‰ª„π°“√µ—¥ ý Èπ ’·¥ß®–· ¥ßÕ—µ√“°“√ªÈÕπ∑’Ëýæ‘Ë¡¢÷ÈπµËÕýπ◊ËÕß ´÷Ëߢ—¥·¬Èß°—∫°“√∑”ß“π®√‘ß ýæ√“–‚¥¬ª°µ‘·≈È« ý¡◊ËÕÀπÈ“ —¡º— À—«°—¥ýæ‘Ë¡¢÷Èπ ºŸÈªØ‘∫—µ‘ß“π®–µÈÕß≈¥Õ—µ√“°“√ªÈÕπ≈ß ·∫∫®”≈Õߧ«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ„™È‰¥È¥’°—∫ÀπÈ“ —¡º— ·π«√—»¡’∑’Ëý°‘π 20-25 ýªÕ√Ïý´ÁπµÏ·≈–µË”°«Ë“ 50-75 ýªÕ√Ïý´ÁπµÏ¢Õßý ÈπºË“π»Ÿπ¬Ï°≈“ßÀ—«°—¥
·∫∫®”≈Õߧ«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ§”π÷ß∂÷ߪ—®®—¬√Ÿª∑√ßýªÁ𠔧—≠·≈–™Ë«¬ª√—∫°“√∑”ß“π∑’Ë´—∫´ÈÕπ„ÀÈßË“¬¢÷Èπ °“√„™Èß“πýªÁπý«≈“À≈“¬∑»«√√…∑’ËºË“π¡“™Ë«¬„ÀÈ∑√“∫«Ë“°“√„™È·∫∫®”≈Õߧ«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ„π ¡°“√Õ“¬ÿ°“√„™Èß“πý§√◊ËÕß¡◊Õ “¡“√∂ª√–¡“≥°“√‰¥Èլ˓ß∂Ÿ°µÈÕß‚¥¬¡’§Ë“§«“¡§≈“¥ý§≈◊ËÕπ¡“°°«Ë“À√◊յ˔°«Ë“‰¡Ëý°‘π 15 ýªÕ√Ïý´ÁπµÏ √–¥—∫§«“¡∂Ÿ°µÈÕßπ’Èýæ’¬ßæÕ ”À√—∫°“√§”π«≥°”≈—ß·≈–·√ß∫‘¥ ·≈–ýæ’¬ßæÕ ”À√—∫°“√∑”ß“π∑’ËÀ≈“°À≈“¬°—∫«— ¥ÿ™‘Èπß“πª√–®” πÕ°®“°π’È °“√§”π«≥ýæ◊ËÕ·°È ¡°“√§«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ¬—ß„™Èý«≈“·≈–§«“¡æ¬“¬“¡„π√–¥—∫∑’ËýÀ¡“– ¡¥È«¬
լ˓߉√°Á¥’ ý¡◊ËÕµÈÕß°“√√–¥—∫§«“¡∂Ÿ°µÈÕß∑’Ëýæ‘Ë¡¢÷Èπ„π°“√𔉪„™Èß“π À√◊Õý¡◊ËÕµÈÕß°—¥«— ¥ÿ∑’ˬ“°µËÕ°“√µ—¥ý©◊Õπ ·∫∫®”≈Õß∑’Ë√«¡ª—®®—¬¿“¬πÕ°√Ë«¡¥È«¬°ÁýªÁπ ‘Ëß®”ýªÁπ
§«“¡Àπ“¢Õßý»…ý∑Ë“°—π
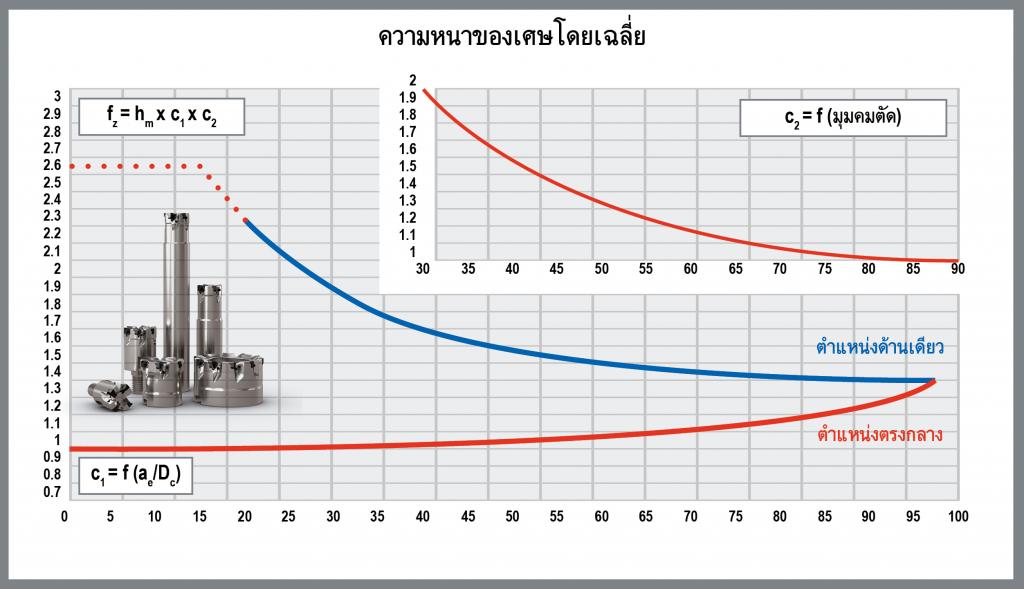
Sören Hägglund π—°«‘®—¬™“« «’ý¥π‰¥Èæ—≤π“·∫∫®”≈Õß∑’ËýªÁπ “°≈¡“°¢÷Èπ∑’Ëý√’¬°«Ë“ §«“¡Àπ“¢Õßý»…ý∑Ë“°—π ´÷Ëß “¡“√∂§“¥§–ýπÕ“¬ÿ°“√„™Èß“πý§√◊ËÕß¡◊Õ‰¥Èլ˓߷¡Ë𬔂¥¬¡’§«“¡§≈“¥ý§≈◊ËÕπ∫«°À√◊Õ≈∫‰¡Ëý°‘π ÕßýªÕ√Ïý´ÁπµÏ „π·∫∫®”≈Õß∑’Ë· ¥ß„π√Ÿª∑’Ë 4 Ë«π‚§Èß ’ýÀ≈◊Õß· ¥ß§«“¡Àπ“∑’˵˓߰—π¢Õßý»…∑’ˉ¥È®“°À—«°—¥®√‘ß ·∂∫ ’ È¡· ¥ß§«“¡Àπ“¢Õßý»…‚¥¬ý©≈’ˬ´÷ËßýªÁπ Ë«π∑’˧≈’ËÕÕ°®“°ý»… ’ýÀ≈◊Õß ·∂∫ ’πÈ”ýß‘π· ¥ß§«“¡Àπ“¢Õßý»…ý∑Ë“°—𠧫“¡·µ°µË“ßÕ¬ŸË∑’Ë«Ë“ ·∫∫®”≈Õߧ«“¡Àπ“¢Õßý»…ý∑Ë“°—π§”π÷ß∂÷ßý«≈“∑’˧¡µ—¥¢Õßý§√◊ËÕß¡◊Õ„™È„π°“√µ—¥ ´÷Ëß∂◊ÕýªÁπ ‘Ëß ”§—≠¡“°ýπ◊ËÕß®“°ª√‘¡“≥°“√ —¡º— °—∫«— ¥ÿ¢Õߧ¡µ—¥¢Õßý§√◊ËÕß¡◊Õπ—Èπ·µ°µË“ß°—πÕÕ°‰ª §¡µ—¥®–„™Èý«≈“µ—¥µË“ß°—π·≈–§«“¡Àπ“¢Õßý»…∑’ˉ¥È®–ýª≈’ˬπ·ª≈ßµ“¡‰ª¥È«¬
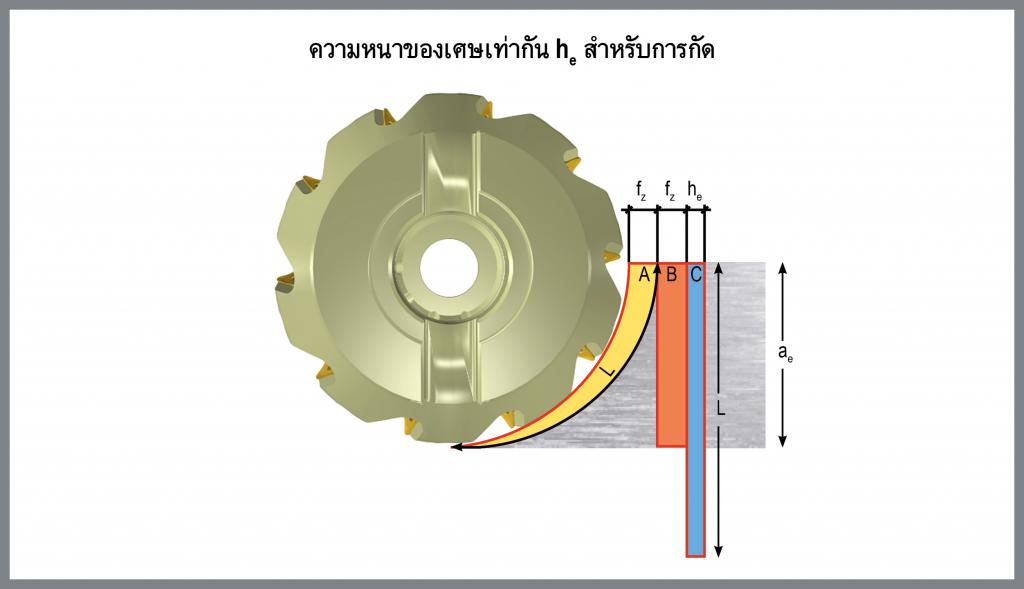
√Ÿª∑’Ë 4: HQ_ILL_Equivalent_Chip_Thickness_For_Milling
·∫∫®”≈Õߧ«“¡Àπ“¢Õßý»…ý∑Ë“°—π§”π÷ß∂÷ߺ≈°√–∑∫¢Õß√—»¡’¡ÿ¡¢Õßý§√◊ËÕß¡◊Õ∑’Ë¡’µËÕ§«“¡Àπ“¢Õßý»… ·∫∫®”≈Õßæ—≤π“®“°·π«§‘¥„π°“√°≈÷ß∑’˧‘¥§Èπ‚¥¬ Ragnar Woxén «‘»«°√™“« «’ý¥π„πµÈπ∑»«√√…∑’Ë 1930 Ÿµ√¢Õß Woxén ®–§”π«≥§«“¡Àπ“¢Õßý»…„πý™‘ß∑ƒ…Æ’µ“¡¡ÿ¡ý§√◊ËÕß¡◊Õ‚¥¬„ÀÈ√—»¡’¡ÿ¡ýªÁπý Èπµ√ß ·≈–„ÀÈæ◊Èπ∑’Ëý»…ýªÁπ√Ÿª ’ËýÀ≈’ˬ¡
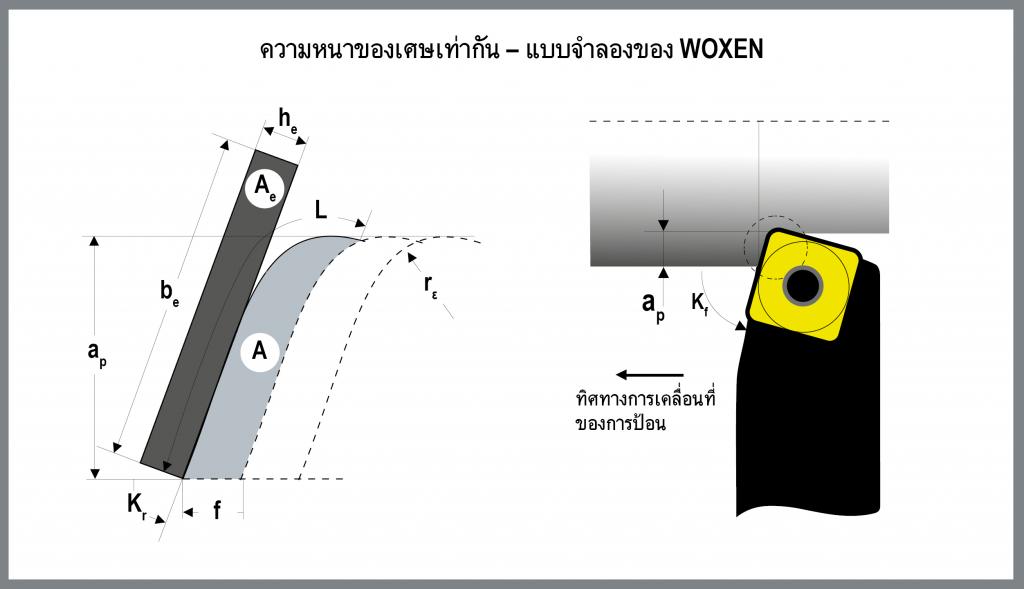
√Ÿª∑’Ë 5: HQ_ILL_Equivalent_Chip_Thickness_Woxen_Model
°“√§”π«≥§«“¡Àπ“¢Õßý»…®–™Ë«¬„ÀȺŸÈº≈‘µÀ≈’°ý≈’ˬߪ—≠À“∑’ËÕ“®ý°‘¥¢÷Èπý¡◊ËÕý»…¡’§«“¡∫“ß°«Ë“¢—ÈπµË”À√◊ÕÀπ“°«Ë“§Ë“ Ÿß ÿ¥∑’Ë°”Àπ¥ ý¡◊ËÕÀπÈ“ —¡º— ·π«√—»¡’¢ÕßÀ—«°—¥ýæ‘Ë¡¢÷Èπ‚¥¬ —¡æ—π∏Ï°—∫ý ÈπºË“π»Ÿπ¬Ï°≈“ßÀ—«°—¥ ºŸÈªØ‘∫—µ‘ß“π®–µÈÕß≈¥Õ—µ√“°“√ªÈÕπýæ◊ËÕ„Àȉ¥È§«“¡Àπ“¢Õßý»…ý∑Ë“ý¥‘¡ °“√¥”ýπ‘π°“√π’È®–™Ë«¬„ÀÈ¡—Ëπ„®«Ë“§«“¡Àπ“¢Õßý»… Ÿß ÿ¥‰¡Ë¡“°ý°‘π‰ª´÷Ëß®– Ëߺ≈„ÀÈÕ“¬ÿ°“√„™Èß“πý§√◊ËÕß¡◊Õ≈¥≈ß·≈–Õ“®∑”„ÀÈÀ—«°—¥·µ°À—°‰¥È
„π∑“ßµ√ß°—π¢È“¡ °“√ √È“ßý»…∑’ËÀπ“°«Ë“§«“¡Àπ“¢—ÈπµË”¡’§«“¡ ”§—≠µËÕ°“√µ—¥ý©◊Õπ«— ¥ÿ·¢Áßµ—«®“°§«“¡ý§√’¬¥ ý™Ëπ ´ŸýªÕ√ÏÕ—≈≈Õ¬·≈–‰∑ý∑ýπ’¬¡ §¡µ—¥∑’Ë∑”„Àȉ¥Èý»…∑’Ë∫“ßý°‘π‰ª®–∑”„ÀÈý°‘¥®ÿ¥∑’Ë·¢Áßµ—«´÷Ëß®–∂Ÿ°µ—¥‚¥¬§¡µ—¥ °“√µ—¥™—Èπ«— ¥ÿ∑’Ë·¢Áßµ—«®“°§«“¡ý§√’¬¥®–∑”„ÀÈý§√◊ËÕß¡◊Õ ÷°À√Õ·≈–Õ“¬ÿ°“√„™Èß“π≈¥≈ß∂÷ß “¡ý∑Ë“
‚√ßß“πÀ≈“¬·ÀËßµ—¥ý©◊Õπ«— ¥ÿ∑’Ë·¢Áßµ—«®“°§«“¡ý§√’¬¥¥È«¬«‘∏’°“√ý¥’¬«°—∫ýÀ≈Á°™ÿ∫·¢Áß ‚¥¬≈¥§«“¡≈÷°¢Õß°“√µ—¥·≈–≈¥Õ—µ√“°“√ªÈÕπ Ëߺ≈„ÀÈÀ—«°—¥∑”ß“π∑’˵—«·ª√∑’Ë∑”„Àȉ¥È§«“¡Àπ“¢Õßý»…∑’ˉ¡Ëýæ’¬ßæÕ·≈–‰¥Èº≈≈—æ∏Ï∑’ˉ¡Ë¥’ °“√„™Èý∑§π‘§°“√°—¥µ“¡À√◊Õ°“√°—¥∑«π (¥Ÿ·∂∫¢È“ß) °Á¡’º≈°√–∑∫µËÕ§«“¡Àπ“¢Õßý»…·≈–°“√µ—¥ý©◊Õπ«— ¥ÿ∑’Ë·¢Áßµ—«®“°§«“¡ý§√’¬¥ý™Ëπ°—π
∫∑ √ÿª
°“√§«∫§ÿ¡§«“¡Àπ“¢Õßý»…ýªÁπª—®®—¬ ”§—≠„π°“√°—¥∑’˪√– ∫§«“¡ ”ý√Á® °“√„™Èª√–‚¬™πÏ®“°·π«§‘¥§«“¡Àπ“¢Õßý»…µÈÕß„™È°“√§”π«≥§«“¡Àπ“¢Õßý»…ý∑Ë“°—π°ËÕπ ®“°π—Èπ®÷ß°”Àπ¥§Ë“¢—ÈπµË”·≈–§Ë“ Ÿß ÿ¥¢Õߧ«“¡Àπ“¢Õßý»…
ýπ◊ËÕß®“°·∫∫®”≈Õߧ«“¡Àπ“¢Õßý»…ý∑Ë“°—π¡’§«“¡´—∫´ÈÕπ·≈–√«¡µ—«·ª√¡“°¡“¬ °“√§”π«≥ýæ◊ËÕ·°È ¡°“√®÷ßµÈÕß„™Èý«≈“·≈–„™È§«“¡æ¬“¬“¡¡“°°«Ë“·∫∫®”≈Õß·∫∫ßË“¬¢Õߧ«“¡Àπ“ý»…‚¥¬ý©≈’ˬ °“√§”π«≥ ¿“æ·«¥≈ÈÕ¡°“√º≈‘µ¥È«¬µπýÕß®÷߉¡Ë¡’ª√– ‘∑∏‘¿“æý¡◊ËÕæ‘®“√≥“„π·ßË¢ÕßµÈπ∑ÿπ·≈–ý«≈“
լ˓߉√°Á¥’ ‚ª√·°√¡´ÕøµÏ·«√ϧա摫ýµÕ√Ï∑’Ë„™È§”π«≥µ—«·ª√„π°“√µ—¥ý©◊Õπ ý™Ëπ ∑’Ë®—¥∑”‚¥¬ Seco ®–™Ë«¬„ÀȺŸÈ„™Èß“πªÈÕπ¢ÈÕ¡Ÿ≈·≈–·°È ¡°“√‰¥Èլ˓ß√«¥ý√Á«¥È«¬ý«≈“ý撬߉¡Ë°’Ë«‘π“∑’ Ëߺ≈„ÀÈ “¡“√∂ýæ‘Ë¡º≈º≈‘µ·≈–∑”°”‰√„π°√–∫«π°“√°—¥‰¥È
·∂∫¢È“ß
§«“¡Àπ“¢Õßý»…·≈–ý∑§π‘§°“√°—¥
„π·π«§‘¥§«“¡Àπ“¢Õßý»…ý∑Ë“°—π ¡’¢ÈÕ§«√æ‘®“√≥“ª√–°“√Àπ÷Ëߧ◊Õ≈—°…≥–°“√¢÷Èπ√Ÿª¢Õßý»… °“√°—¥¢÷Èπ√Ÿª¢Õßý»…∑”‰¥È Õß·∫∫‚¥¬¢÷ÈπÕ¬ŸË°—∫°“√À¡ÿπÀ—«°—¥„ÀÈ —¡æ—π∏Ï°—∫°“√ý§≈◊ËÕπ∑’Ë¢Õß™‘Èπß“π ´÷Ëßý√’¬°«Ë“°“√°—¥µ“¡ (¢÷Èπ∫π) À√◊Õ°“√°—¥∑«π (≈ß≈Ë“ß) „π°“√°—¥µ“¡ À—«°—¥®–À¡ÿπ¬ÈÕπ∑‘»∑“ß°“√ªÈÕπ™‘Èπß“π ¢≥–∑’Ë„π°“√°—¥∑«π À—«°—¥®–À¡ÿπµ“¡∑‘»∑“ß°“√ªÈÕπ™‘Èπß“π
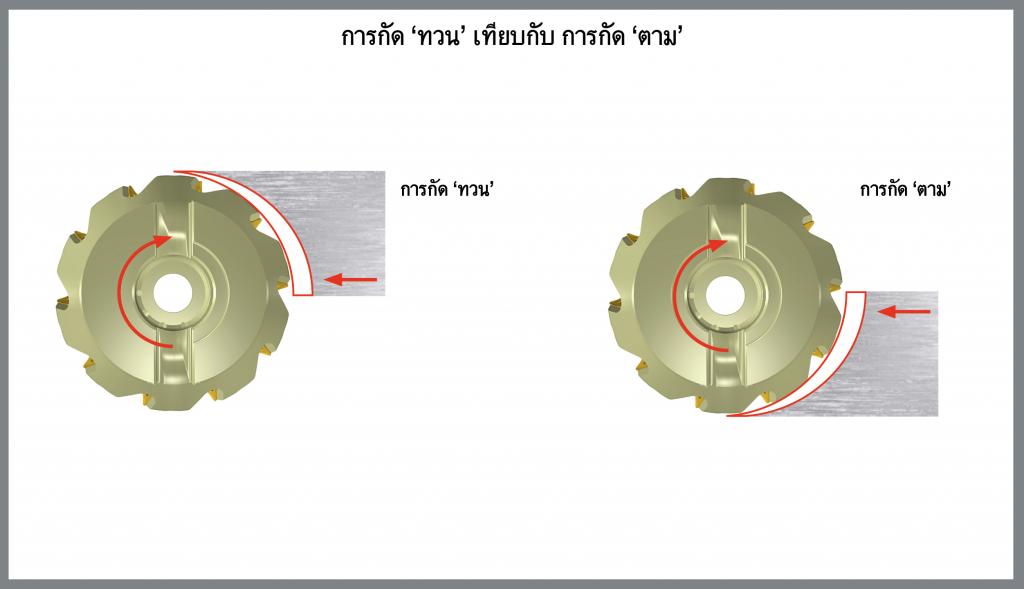
√Ÿª∑’Ë 6: HQ_ILL_Up_Milling_Versus_Down_Milling
„π°“√°—¥µ“¡ §¡µ—¥®– —¡º— ™‘Èπß“π∑’˧«“¡≈÷°¢Õß°“√µ—¥ýªÁπ»Ÿπ¬Ï ý»…®–ý√‘Ë¡¢÷Èπ√Ÿª∑’˧«“¡Àπ“¢—ÈπµË”·≈–ý √Á® ‘Èπ∑’˧«“¡Àπ“ Ÿß ÿ¥ „π∑“ß°≈—∫°—π ý»…∑’ˉ¥È®“°°“√°—¥∑«π®–ý√‘Ë¡∑’˧«“¡Àπ“ Ÿß ÿ¥·≈–≈¥≈ߵ˔ ÿ¥
ý¡◊ËÕ°—¥¢÷Èπ√Ÿª¥È«¬°“√°—¥µ“¡ §¡µ—¥®–§√Ÿ¥°—∫™‘Èπß“π°ËÕπµ—¥·≈–ý»…∑’Ë∫“ß®–¥Ÿ¥´—∫§«“¡√ÈÕπ‰¥È‰¡Ë¥’ ´÷Ëß∑—Èß Õß°√≥’π’È®–∑”„ÀÈý°‘¥°“√·¢Áßµ—«®“°§«“¡ý§√’¬¥∑’˺‘«™‘Èπß“π·≈– Ëߺ≈„ÀÈÕ“¬ÿ°“√„™Èß“πý§√◊ËÕß¡◊Õ≈¥≈ß ý»…®–µ°≈ߥȓπÀπÈ“¢ÕßÀ—«°—¥´÷ËßÕ“®µÈÕßµ—¥´È”·≈– Ëߺ≈„ÀÈ°“√µ°·µËßæ◊Èπº‘«‰¡Ëý√’¬∫√ÈÕ¬ „π°“√°—¥·π«πÕπ ·√ßµ—¥¢÷Èπ¥È“π∫πÕ“®∑”„ÀÈ™‘Èπß“π¬°¢÷Èπ®÷ß®”ýªÁπµÈÕß„™Èµ—«¬÷¥∑’Ë´—∫´ÈÕπ¡“°¢÷Èπ
ý√“¢Õ·π–π”„ÀÈ„™È°“√°—¥∑«πýπ◊ËÕß®“°À≈“¬ýÀµÿº≈ °“√°—¥∑«π™Ë«¬≈¥°“√§√Ÿ¥¢Õߧ¡µ—¥ý¡◊ËÕ —¡º— °—∫™‘Èπß“π„π°“√µ—¥ ™Ë«¬¬◊¥Õ“¬ÿ°“√„™Èß“πý§√◊ËÕß¡◊Õ Ÿß ÿ¥·≈–≈¥°“√ý°‘¥§«“¡√ÈÕπ ≈¥°“√„™È·√ߢÕßý§√◊ËÕß®—°√ ·≈–ý»…®–µ°≈ßÀ≈—ßÀ—«°—¥ýæ◊Ëՙ˫¬≈¥°“√µ—¥´È”·≈–™Ë«¬ýæ‘Ë¡§ÿ≥¿“æ¢Õßæ◊Èπº‘« √«¡∂÷ߙ˫¬¬◊¥Õ“¬ÿ°“√„™Èß“πý§√◊ËÕß¡◊եȫ¬ °“√µ—¥∑’Ë∑”„ÀÈý°‘¥·√ß≈ß≈Ë“ß®–™Ë«¬«“ßµ”·ÀπËß™‘Èπß“π·≈–∑”„ÀÈ°“√ “¡“√∂¬÷¥™‘Èπß“πßË“¬¢÷È𠧫“¡Àπ“ý√‘Ë¡µÈπ¢Õßý»…®–™Ë«¬∂Ë“¬ý∑§«“¡√ÈÕπ·≈–≈¥°“√·¢Áßµ—«®“°§«“¡ý§√’¬¥∑’˺‘«™‘Èπß“πý¡◊ËÕµ—¥ý©◊Õπ«— ¥ÿ ý™Ëπ ´ŸýªÕ√ÏÕ—≈≈Õ¬ ·µπý≈ µ’≈ ·≈–‰∑ý∑ýπ’¬¡
լ˓߉√°Á¥’ ·√ß≈ߥȓπ≈Ë“ß∑’Ë„™È„π°“√°—¥∑«πÕ“®∑”„ÀÈ‚µÍ–ß“π —Ëπ§≈Õπ ‚¥¬ý©æ“–Õÿª°√≥Ï°—¥¢÷Èπ√Ÿª∑’Ëý°Ë“·≈–/À√◊Õ∑’Ë„™È¡◊Õ °“√ —Ëπ§≈Õπ Ëߺ≈µËÕ§«“¡·¡Ë𬔷≈–ýæ‘Ë¡πÈ”Àπ—°ý»…∫πÀ—«°—¥®πÕ“®∑”„ÀÈ·µ°À—°‰¥È ¥—ßπ—Èπ®÷ßÕ“®®”ýªÁπµÈÕß„™È«‘∏’°“√°—¥µ“¡ý¡◊ËÕ„™Èý§√◊ËÕß®—°√·≈–™‘Èπß“π∑’Ë¡’°“√®—∫¬÷¥‰¡Ë¡—Ëπ§ß
πÕ°®“°π’È ¢Õ·π–π”„ÀÈ„™È°“√°—¥µ“¡ý¡◊ËÕ°—¥¢÷Èπ√Ÿª«— ¥ÿÀ≈ËÕ «— ¥ÿÀ≈Õ¡·≈–º‘«™ÿ∫·¢Áß ýπ◊ËÕß®“°°“√°—¥µ“¡®–ý√‘Ë¡„µÈæ◊Èπº‘«∑’Ë·¢ÁßÀ√◊Õ¢√ÿ¢√–¢Õß«— ¥ÿ ¢≥–∑’Ë°“√„™Èý§√◊ËÕß¡◊Õµ—¥™‘Èπ Ë«π∑’˧«“¡Àπ“¢Õßý»…ýµÁ¡„π°“√°—¥∑«πÕ“®∑”„Àȧ¡µ—¥°√–ý∑“–ýπ◊ËÕß®“°ý§√◊ËÕß¡◊Õµ—¥µ√ß°—∫®ÿ¥∑’Ë·¢ÁߢÕß«— ¥ÿ‰¥È
Seco
§◊ÕÀπ÷Ëß„π∫√‘…—∑∑’Ë®—¥®”ÀπË“¬‚´≈Ÿ™—Ëπý§√◊ËÕß¡◊Õµ—¥‚≈À–·∫∫§√∫«ß®√∑’Ë„À≠Ë∑’Ë ÿ¥¢Õß‚≈° ´÷Ëß®”ÀπË“¬ý§√◊ËÕß¡◊Õ ”À√—∫°“√°—¥ °“√°≈÷ß °“√ý®“–§«È“π√Ÿ ·≈–°“√°≈÷ßý°≈’¬« ”π—°ß“π„À≠Ë¢Õß Seco µ—ÈßÕ¬ŸË∑’Ëý¡◊Õß Fagersta ª√–ý∑» «’ý¥π ‚¥¬¡’ “¢“Õ¬ŸË°«Ë“ 75 ª√–ý∑»∑—Ë«‚≈° ·≈–ýªÁπý«≈“°«Ë“ 80 ª’·≈È«∑’Ë∑“ß∫√‘…—∑‰¥È√Ë«¡¡◊Õ°—∫ºŸÈº≈‘µ„π∑ÿ°¿“§ Ë«π¢ÕßÕÿµ “À°√√¡ ýæ◊ËÕ®—¥®”ÀπË“¬ý§√◊ËÕß¡◊Õ °√–∫«π°“√ ·≈–∫√‘°“√∑’Ëæ«°ý¢“µÈÕß°“√ýæ◊ËÕ§«“¡ “¡“√∂„π°“√º≈‘µ·≈–º≈°”‰√„ÀÈ¡“°∑’Ë ÿ¥ ”À√—∫¢ÈÕ¡Ÿ≈ýæ‘Ë¡ýµ‘¡ °√ÿ≥“µ‘¥µËÕµ—«·∑π®”ÀπË“¬ Seco „πæ◊Èπ∑’Ë¢Õߧÿ≥À√◊Õý¬’ˬ¡™¡∑’Ë www.secotools.com
Seco Tools (Thailand) Co., Ltd.
119/46 Moo 8, Bangna-Trad Rd. (KM.3)
10260 Bangna, Bangna, Bangkok
KONGDEE Jirapa
Phone : +66-2-7467801 Ext. 111
jirapa.kongdee@secotools.com
ß«π≈‘¢ ‘∑∏‘Ï µ“¡æ√–√“™∫—≠≠—µ‘≈‘¢ ‘∑∏‘Ï æ.». 2539 www.thailandindustry.com
Copyright (C) 2009 www.thailandindustry.com All rights reserved.
¢Õ ß«π ‘∑∏‘Ï ¢ÈÕ¡Ÿ≈ ýπ◊ÈÕÀ“ ∫∑§«“¡ ·≈–√Ÿª¿“æ („π Ë«π∑’Ë∑”¢÷ÈπýÕß) ∑—ÈßÀ¡¥∑’˪√“°ÆÕ¬ŸË„πý«Á∫‰´µÏ www.thailandindustry.com ÀÈ“¡¡‘„ÀÈ∫ÿ§§≈„¥ §—¥≈Õ° À√◊Õ ∑” ”ýπ“ À√◊Õ ¥—¥·ª≈ß ¢ÈÕ§«“¡À√◊Õ∫∑§«“¡„¥Ê ¢Õßý«Á∫‰´µÏ À“°ºŸÈ„¥≈–ý¡‘¥ ‰¡Ë«Ë“°“√≈Õ°ý≈’¬π À√◊Õπ” Ë«πÀπ÷Ëß Ë«π„¥¢Õß∫∑§«“¡π’ȉª„™È ¥—¥·ª≈ß ‚¥¬‰¡Ë‰¥È√—∫Õπÿ≠“µýªÁπ≈“¬≈—°…≥ÏÕ—°…√ ®–∂Ÿ°¥”ýπ‘𧥒 µ“¡∑’Ë°ØÀ¡“¬∫—≠≠—µ‘‰«È Ÿß ÿ¥




