

แม้ว่าชิ้นส่วน วัสดุชิ้นงาน และกระบวนการตัดเฉือนที่ใช้งานอยู่จะแตกต่างกันมาก แต่ผู้ผลิตทุกรายก็มีเป้าหมายเหมือนกัน คือ ต้องการตัดเฉือนชิ้นงานจำนวนหนึ่งให้มีคุณภาพตามต้องการ ในระยะเวลาที่กำหนด ด้วยราคาที่เหมาะสมเช่นกันโดยทั่วไปแล้วผู้ผลิตจะบรรลุเป้าหมายของพวกเขาโดยทำตามแบบอย่างมุมมองแคบๆ ที่เริ่มต้นจากการเลือกเครื่องมือกับการใช้งาน และการแก้ไขปัญหาในเชิงรับ การใช้วิธีการตรงกันข้ามจะเป็นการช่วยลดต้นทุนและเพิ่มประสิทธิภาพได้อย่างมาก แทนที่จะรอให้ปัญหาเกิดขึ้นแล้วค่อยทำการปรับการดำเนินงานตัดเฉือนแต่ละขั้นตอน ผู้ผลิตควรเน้นไปที่การวางแผนเชิงรุกล่วงหน้า ซึ่งมุ่งเป้าไปที่การกำจัดชิ้นส่วนที่ถูกปฏิเสธและระยะเวลาหยุดทำงาน หลังจากได้จัดตั้งกระบวนการที่มั่นคงและเชื่อถือได้ แล้วให้นำแนวคิดด้านเศรษฐศาสตร์การผลิตมาปรับใช้เพื่อสร้างความสมดุลระหว่างอัตราการผลิตและต้นทุนการผลิต จากนั้นด้วยการเลือกเครื่องมือตัดและพารามิเตอร์การตัดเฉือนอย่างระมัดระวัง ผู้ผลิตจะสามารถเพิ่มประสิทธิภาพการดำเนินงานได้อย่างเต็มที่และบรรลุเป้าหมายการผลิตของพวกเขา
การเลือกเครื่องมือและสภาวะการตัดเฉือน
การเลือกเครื่องมือตัดโลหะมักจะขึ้นอยู่กับการใช้งาน เช่น โรงงานอาจกำลังมองหาเครื่องมือที่จะตัดเฉือนวัสดุชิ้นงานบางประเภท เช่น เหล็กหรืออะลูมิเนียม หรือดำเนินงานบางอย่าง เช่น การกลึงหยาบและการกลึงผิวสำเร็จ วิธีการเลือกเครื่องมือที่เป็นประโยชน์มากกว่า จะเริ่มต้นจากการพิจารณาว่าการดำเนินงานตัดเฉือนนั้นโดยรวมแล้วเหมาะกับธุรกิจของผู้ผลิตมากแค่ไหน
สิ่งสำคัญอันดับแรกของวิธีการดังกล่าวคือ การสร้างความน่าเชื่อถือและขจัดการเกิดชิ้นส่วนที่ถูกปฏิเสธและระยะเวลาหยุดทำงานที่ไม่ได้วางแผนไว้ ความน่าเชื่อถือตามที่อธิบายโดยทั่วไปเป็นเรื่องของการเคารพกฎ หากโรงงานไม่ตระหนักและเอาใจใส่ผลกระทบจากแรงตัด ความร้อน และเคมีต่อเครื่องมือ ความล้มเหลวของเครื่องมือก็จะเข้ามาแทนที่ความน่าเชื่อถือ
หลังจากจัดตั้งกระบวนการที่มีเสถียรภาพแล้ว ควรจะเลือกลักษณะการใช้เครื่องมือและสภาวะการตัดเฉือนให้ตรงกับเป้าหมายโดยรวมของธุรกิจสำหรับงานโลหะ ยกตัวอย่างเช่น การเพิ่มปริมาณการผลิตให้มากที่สุดโดยมีต้นทุนน้อยที่สุดอาจเป็นข้อพิจารณาหลักในการผลิตชิ้นส่วนง่ายๆ ออกมาเป็นจำนวนมาก แต่ในทางตรงกันข้ามการผลิตชิ้นส่วนที่ซับซ้อนและมีมูลค่าจำนวนไม่มาก แต่มีความหลากหลาย ความน่าเชื่อถือและความแม่นยำที่สมบูรณ์แบบจะต้องได้รับการเน้นย้ำก่อนที่จะพูดถึงต้นทุนการผลิต ความยืดหยุ่นเป็นสิ่งที่ต้องมีอยู่ในระบบเครื่องมือที่นำไปใช้กับสถานการณ์การผลิตขนาดเล็ก (ดูที่ข้อมูลสั้นๆ)
หากความคุ้มค่าต้นทุนเป็นเป้าหมายหลัก ก็จะต้องเลือกเครื่องมือที่มีต้นทุนต่อคมตัดต่ำ และสภาวะการตัดเฉือนที่เลือกจะต้องสมดุลกับเครื่องมือที่เลือก พารามิเตอร์การตัดเฉือนควรให้ความสำคัญกับอายุการใช้งานเครื่องมือที่ยาวนานเช่นเดียวกับความน่าเชื่อถือของกระบวนการ หากในทางตรงกันข้าม คุณภาพชิ้นงานคือสิ่งสำคัญที่สุด การนำเครื่องมือที่เที่ยงตรงและมีประสิทธิภาพสูงไปใช้กับสภาวะการตัดเฉือนที่เหมาะสมจะเป็นวิธีการที่ถูกต้อง ไม่ว่าเป้าหมายจะเป็นอะไร จุดมุ่งหมายแต่ละชุดที่แตกต่างกันก็ยังคงนำไปสู่การเลือกสภาวะการตัดเฉือนและเครื่องมือที่แตกต่างกันอยู่ดี

การเลือกและการปรับสภาวะการตัดเฉือน
ในช่วงแรกของการวางแผนตัดเฉือนชิ้นส่วนใหม่ การเลือกเครื่องมือและสภาวะการตัดเฉือนควรเริ่มต้นจากการพิจารณาวิธีการตัดเฉือน รูปทรงของเครื่องมือ และวัสดุของเครื่องมือ ชิ้นส่วนที่ตัดเฉือนอยู่จะเป็นปัจจัยหลักที่กำหนดความต้องการเหล่านั้น ยกตัวอย่างเช่น ชิ้นส่วนอากาศยานที่มีส่วนผสมนิเกิล อาจเป็นตัวกำหนดให้ต้องดำเนินการกัดโปรไฟล์ด้วยดอกกัดโซลิดคาร์ไบด์รูปทรงมุมบวก กล่าวคือ เป้าหมายพื้นฐานของโรงงานในแง่ของอัตราการผลิต ต้นทุน และคุณภาพของชิ้นงานจะเป็นตัวชี้นำสิ่งที่เลือก และขึ้นอยู่กับความลึกของการตัด อัตราป้อน และความเร็วของการตัดที่อาจนำมาใช้เพื่อให้บรรลุเป้าหมายเหล่านั้น
กระบวนการเลือกที่แตกต่างออกไปนั้นเหมาะสมกับการปรับเปลี่ยนการดำเนินงานผลิตชิ้นส่วนที่มีอยู่เพื่อสร้างผลลัพธ์ที่ดีกว่าในแง่ของผลผลิต ความประหยัด หรือความน่าเชื่อถือ ในกรณีเหล่านี้ขอแนะนำให้ใช้วิธีการแบบเป็นขั้นเป็นตอน เริ่มต้นจากการเปลี่ยนแปลงสภาวะการตัดเฉือน จากนั้นจึงเปลี่ยนรูปทรง วัสดุการตัด แนวคิดด้านเครื่องมือ และวิธีการตัดเฉือนเป็นสิ่งสุดท้าย โดยมาก โรงงานส่วนใหญ่มักทำงานในลำดับที่ตรงกันข้าม และพิจารณาการเปลี่ยนเครื่องมือหรือวิธีการตัดเฉือนเป็นสิ่งแรกเมื่อพยายามที่จะปรับปรุงผลลัพธ์การตัดเฉือน
วิธีการเริ่มแรกที่ง่ายกว่ามากและมักจะได้ผลเริ่มต้นจากการแก้ไขพารามิเตอร์การตัดเฉือน สภาวะการตัดเฉือนมีอิทธิพลที่หลากหลาย และการเปลี่ยนความเร็วของการตัดหรืออัตราป้อนเพียงเล็กน้อย อาจแก้ปัญหาหรือเพิ่มผลผลิตได้โดยไม่มีค่าใช้จ่ายหรือไม่ต้องเสียเวลาไปกับการเปลี่ยนเครื่องมือ
หากการปรับเปลี่ยนพารามิเตอร์การตัดเฉือนล้มเหลวที่จะสร้างผลลัพธ์ที่ต้องการ คุณก็อาจทำการเปลี่ยนแปลงรูปทรงของเครื่องมือตัดได้ อย่างไรก็ตาม ขั้นตอนนี้มีความซับซ้อนมากกว่าเพียงแค่เปลี่ยนพารามิเตอร์ เพราะจะต้องมีการใช้งานเครื่องมือใหม่ และจะเพิ่มต้นทุนด้านเครื่องมือและระยะเวลาการตัดเฉือน นอกจากนี้ การเปลี่ยนวัสดุของเครื่องมือตัดก็เป็นอีกทางเลือกหนึ่ง แต่ก็ต้องลงทุนทั้งเวลาและเงินทองมากขึ้นเช่นกัน การเปลี่ยนเครื่องมือตัดหรือตัวจับยึดอาจเป็นสิ่งจำเป็น แต่ก็ก่อให้เกิดความเป็นไปได้ที่จะเปลี่ยนไปใช้เครื่องมือแบบสั่งทำพิเศษมากขึ้น สิ่งทั้งหลายเหล่านี้อาจเพิ่มต้นทุนการผลิตให้มากขึ้นไปอีกได้
หากขั้นตอนทั้งหลายเหล่านี้ไม่ได้มอบผลลัพธ์ที่ต้องการ การเปลี่ยนแปลงวิธีการตัดเฉือนก็อาจเป็นเรื่องจำเป็น กุญแจสำคัญคือ การสำรวจการเปลี่ยนแปลงในลักษณะที่เป็นขั้นเป็นตอนและจงใจ ซึ่งจะทำให้เห็นได้ชัดว่าที่จริงแล้วปัจจัยใดสร้างผลลัพธ์ที่ต้องการ
เนื่องจากดูเหมือนจะเป็นวิธีการที่ง่ายและรวดเร็ว หลายโรงงานจึงใช้ระบบ CAM เพื่อชี้นำการเลือกเครื่องมือ วิธีการดังกล่าวได้ผลในหลายกรณี แต่อาจไม่ให้ผลลัพธ์ที่ดีที่สุด ระบบ CAM ไม่ได้คำนึงถึงแต่ละลักษณะของการดำเนินงานอย่างเต็มรูปแบบ ตัวอย่างเช่น การนำหัวกัดมาใช้ไม่ใช่แค่เป็นการเสริมความเร็ว อัตราป้อน และ DOC เท่านั้น การใช้งานที่ดีที่สุดเกี่ยวข้องกับปัจจัยต่างๆ ตั้งแต่จำนวนฟันของหัวกัด ไปจนถึงว่าการคายเศษดีแค่ไหนและเครื่องมือแข็งแกร่งแค่ไหน รวมถึงความเสถียรของเครื่องกัดด้วย คุณจึงจำเป็นต้องตระหนักถึงปัจจัยทั้งหลายเหล่านั้นเพื่อให้บรรลุเป้าหมายของการดำเนินการผลิตได้อย่างเต็มที่ ไม่ว่าจะเป็นอัตราการขจัดเศษ อายุการใช้งานเครื่องมือ ความขรุขระของผิวงาน หรือความประหยัด
ความเร็ว การป้อน และความลึกของการตัด
ผู้จัดการของโรงงานหลายคนเชื่อว่า เพียงแค่เพิ่มความเร็วของการตัดก็จะผลิตชิ้นส่วนต่อระยะเวลาหนึ่งๆ ได้มากขึ้น และส่งผลให้ต้นทุนการผลิตลดลงด้วย อย่างไรก็ตาม การตัดเฉือนก็มีองค์ประกอบของต้นทุนการผลิตมากกว่าปริมาณการผลิตเพียงอย่างเดียว ตัวอย่างคือการดำเนินงานที่มีการเปลี่ยนเครื่องมือระหว่างทำงานจะส่งผลร้ายต่อคุณภาพของชิ้นส่วนและระยะเวลาการตัดเฉือน
การเพิ่มความเร็วของการตัดจะส่งผลให้ผลิตได้เร็วขึ้น แต่อายุการใช้งานเครื่องมือจะถดถอยลง ต้นทุนการตัดเฉือนจะเพิ่มขึ้นเนื่องจากเปลี่ยนเครื่องมือบ่อยขึ้นและระยะเวลาหยุดในการตัดเฉือนนานขึ้นในระหว่างการเปลี่ยนแปลง
การเพิ่มความเร็วของการตัดทำให้อายุการใช้งานเครื่องมือสั้นลง และอาจทำให้การดำเนินงานมีเสถียรภาพน้อยลง ในขณะที่การเปลี่ยนความลึกของการตัดหรืออัตราป้อนมีผลกระทบต่ออายุการใช้งานเครื่องมือน้อยที่สุด ดังนั้นผลลัพธ์ที่ดีที่สุดจึงมาจากวิธีการที่สมดุล ซึ่งเกี่ยวข้องกับการลดความเร็วของการตัดให้ตรงกับอัตราป้อนและความลึกของการตัดที่เพิ่มขึ้นตามสัดส่วน การใช้ความลึกของการตัดมากที่สุดเท่าที่เป็นไปได้จะลดจำนวนครั้งของการตัดที่จำเป็น และส่งผลให้ระยะเวลาการตัดเฉือนลดลง อัตราป้อนควรจะอยู่ในระดับสูงสุดเช่นกัน แม้ว่าคุณภาพชิ้นงานและผิวงานอาจได้รับผลกระทบจากอัตราป้อนที่มากเกินไป
ตัวอย่างโดยทั่วไป การเพิ่มความเร็วของการตัดจาก 180 ม./นาทีเป็น 200 ม./นาที จะเพิ่มอัตราการขจัดเศษเพียงประมาณ 10 เปอร์เซ็นต์เท่านั้น แต่จะมีผลกระทบในเชิงลบต่ออายุการใช้งานเครื่องมือ การเพิ่มอัตราป้อนจาก 0.2 มม./รอบเป็น 0.3 มม./รอบ จะเพิ่มอัตราการขจัดเศษ 50 เปอร์เซ็นต์ ถ้ามีผลกระทบใดๆ ต่ออายุการใช้งานเครื่องมือ ผลกระทบก็จะน้อยมาก
ส่วนใหญ่แล้วการเพิ่มขึ้นของอัตราป้อนและความลึกของการตัดโดยที่ความเร็วของการตัดเท่าเดิมหรือลดลง จะเพิ่มอัตราการขจัดเศษของการดำเนินงานขึ้นไปถึงอัตราที่ทำได้จากความเร็วของการตัดที่สูงขึ้นเพียงอย่างเดียว หนึ่งในบรรดาประโยชน์ของการทำงานที่ผสมผสานความเร็วของการตัดที่ลดลงเข้ากับอัตราป้อนที่สูงขึ้น และความลึกของการตัดที่น้อยลงคือการใช้พลังงานที่ลดลง
ขั้นตอนสุดท้ายในการปรับปรุงสภาวะการตัดเฉือนให้ดีที่สุดคือ การเลือกเกณฑ์ที่เหมาะสมในแง่ที่มีต้นทุนต่ำสุดหรือผลผลิตสูงสุด และการใช้ความเร็วตัดเพื่อปรับแต่งให้สามารถบรรลุเกณฑ์ได้ดีที่สุด แบบจําลองหนึ่งที่พัฒนาขึ้นมาในช่วงต้นศตวรรษที่ 20 โดยวิศวกรเครื่องกลชาวอเมริกัน F.W. Taylor สามารถชี้นำการเลือกนั้นได้
แบบจําลองนี้แสดงให้เห็นว่า สำหรับการผสมผสานความลึกของการตัดและการป้อนหนึ่งๆ จะมีช่องว่างสำหรับความเร็วของการตัดที่การเสื่อมสภาพของเครื่องมือจะปลอดภัย คาดการณ์ได้ และควบคุมได้ เมื่อทำงานกับช่องว่างนั้น ก็เป็นไปได้ที่จะประเมินคุณสมบัติและวัดปริมาณความสัมพันธ์ระหว่างความเร็วของการตัด การสึกหรอของเครื่องมือ และอายุการใช้งานเครื่องมือ เป้าหมายคือความเร็วของการตัดที่สูงขึ้น ซึ่งจะลดต้นทุนด้านระยะเวลาตัดเฉือน แต่ไม่เพิ่มต้นทุนด้านเครื่องมือตัดมากเกินไปจากการสึกหรอของเครื่องมือที่ไวขึ้น
ซับสเตรทเครื่องมือและรูปทรง
ขั้นตอนเพิ่มเติมในการปรับปรุงการใช้งานเครื่องมือให้ดีที่สุดอาจรวมถึงการปรับแต่งลักษณะของซับสเตรทเครื่องมือและรูปทรงให้ดีที่สุด เช่นเดียวกับที่การปรับสภาวะการตัดเฉือนเพื่อให้ผลลัพธ์ที่ต้องการคือการแลกเปลี่ยนคุณสมบัติ การเพิ่มผลผลิตให้สูงที่สุดผ่านการเปลี่ยนแปลงซับสเตรทเครื่องมือก็ต้องมีการแลกเปลี่ยนคุณสมบัติซับสเตรทอย่างสมดุลเช่นกัน
เพราะคมตัดของเครื่องมือจะต้องเป็นวัสดุที่แข็งกว่าสิ่งที่มันตัด ความแข็งจึงเป็นลักษณะของเครื่องมือที่สำคัญ ความแข็งสูงโดยเฉพาะอย่างยิ่งที่อุณหภูมิสูงที่เกิดจากการตัดเฉือนด้วยความเร็วสูงจะช่วยยืดอายุการใช้งานเครื่องมือ อย่างไรก็ตามเครื่องมือที่แข็งกว่าก็เปราะกว่า แรงตัดไม่สม่ำเสมอที่พบเจอในการทำงานหยาบ โดยเฉพาะในการกลึงกระแทกที่เกี่ยวข้องกับสเกลหรือความลึกของการตัดที่หลากหลาย อาจทำให้เครื่องมือตัดที่แข็งแตกหักได้ ความไม่เสถียรในเครื่องจักร การจับยึด หรือชิ้นงานอาจส่งผลให้เกิดความล้มเหลวแบบฉับพลัน
ในทางตรงกันข้ามการเพิ่มความเหนียวของเครื่องมือโดยผสมสารยึดเกาะโคบอลต์เข้าไปในเปอร์เซ็นต์สูงจะช่วยให้เครื่องมือต้านทานแรงกระแทกได้เป็นต้น แต่ในขณะเดียวกันความแข็งที่ลดลงทำให้เครื่องมือเผชิญกับการสึกหรออย่างรวดเร็ว และ/หรือการเสียรูปในการดำเนินงานที่มีความเร็วสูงขึ้น หรือเมื่อตัดเฉือนชิ้นงานที่มีฤทธิ์กัดกร่อน กุญแจสำคัญคือการรักษาความสมดุลของคุณสมบัติเครื่องมือโดยคำนึงถึงวัสดุชิ้นงานที่ตัดเฉือนอยู่
การเลือกรูปทรงเครื่องมือก็เป็นการได้อย่างเสียอย่างเช่นกัน รูปทรงการตัดมุมบวกและคมตัดที่คมจะลดแรงตัดและเพิ่มการคายเศษให้ได้มากที่สุด อย่างไรก็ตามคมตัดที่คมก็ไม่แข็งแกร่งเท่ากับคมตัดที่กลมมน อีกทั้งคุณสมบัติด้านรูปทรงเช่น สันคมรูปตัว T และการลบมุมตัดเพื่อเพิ่มความแข็งแกร่งให้กับคมตัดได้
สันคมรูปตัว T คือพื้นที่เสริมความแข็งแรงด้านหลังคมตัด หากทำเป็นมุมบวกสามารถให้ความแข็งแรงเพียงพอที่จะจัดการกับงานและวัสดุชิ้นงานเฉพาะ และลดแรงตัดลงมากที่สุดเท่าที่เป็นไปได้ มุมตัดสี่เหลี่ยมที่อ่อนแอที่สุดของคมตัดจะถูกขูดออกโดยแลกกับแรงตัดที่เพิ่มขึ้น รูปทรงควบคุมเศษ »แข็ง» นำทางเศษผ่านมุมแหลมเพื่อทำให้เศษงอและแตกทันที รูปทรงเหล่านี้อาจมีประสิทธิภาพกับวัสดุที่มีเศษยาว แต่คมตัดจะได้รับแรงกดเพิ่ม รูปทรงควบคุมเศษ »อ่อน» จะก่อให้เกิดแรงกดต่อคมตัดน้อยกว่า แต่สร้างเศษที่ยาวกว่า คุณสมบัติรูปทรงอื่นๆ ตลอดจนการปรับปรุงเครื่องมือ เช่น การลบคมสามารถนำมารวมกันเพื่อเพิ่มประสิทธิภาพการตัดเฉือนวัสดุชิ้นงานเฉพาะให้ดีที่สุดได้
ค่าใช้จ่ายในการดำเนินงาน
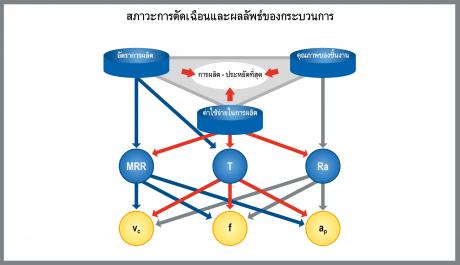
แบบจําลองสำหรับต้นทุนการตัดเฉือนยังสามารถแสดงให้เห็นถึงมุมมองระดับจุลภาคและมหภาค แบบจําลองจุลภาคพิจารณากระบวนการตัดเฉือนจากมุมมองที่แคบ เชื่อมโยงสภาวะการตัดเฉือนเข้ากับต้นทุนการตัดเฉือนโดยตรง แบบจําลองเศรษฐศาสตร์มหภาคทำงานจากมุมมองที่กว้างกว่า เน้นระยะเวลาโดยรวมที่จำเป็นในการผลิตชิ้นงานที่กำหนด
ผู้ผลิตวัดอัตราการผลิตด้วยวิธีต่างๆ ตั้งแต่จำนวนชิ้นงานที่เสร็จในช่วงเวลาหนึ่งไปจนถึงระยะเวลารวมทั้งหมดที่ต้องใช้ในการดำเนินงานจนเสร็จสิ้น ปัจจัยหลายอย่างส่งผลกระทบต่ออัตราการผลิต ได้แก่ รูปทรงชิ้นงานที่ต้องการและลักษณะของวัสดุ การไหลของผลิตภัณฑ์ทั่วโรงงาน การป้อนข้อมูลของบุคลากร การซ่อมบำรุง อุปกรณ์ต่อพ่วง และปัญหาด้านสิ่งแวดล้อม การรีไซเคิล และความปลอดภัย*
องค์ประกอบบางส่วนของต้นทุนการผลิตนั้นคงที่ โดยทั่วไปแล้วความซับซ้อนของชิ้นงานและวัสดุเป็นตัวกำหนดชนิดและจำนวนของการดำเนินงานตัดเฉือนที่จำเป็นในการทำชิ้นส่วน ต้นทุนในการซื้อและบำรุงรักษาเครื่องมือตัดเฉือนในโรงงาน และไฟฟ้าที่ใช้เดินเครื่องมือเหล่านั้นโดยพื้นฐานแล้วคงที่ ต้นทุนค่าแรงงานนั้นค่อนข้างยืดหยุ่นกว่า แต่จริงๆ แล้วก็ตายตัวอย่างน้อยในระยะสั้น รายได้จากการขายชิ้นส่วนที่ตัดเฉือนจะต้องมาชดเชยต้นทุนเหล่านี้ การเพิ่มอัตราการผลิต ซึ่งก็คือความเร็วที่ชิ้นงานจะถูกแปลงเป็นผลิตภัณฑ์ที่เสร็จสิ้นแล้ว สามารถชดเชยต้นทุนคงที่ได้
บทสรุป
ต้องทราบว่าถึงแม้บุคลากรภายในโรงงาน รวมทั้งวิศวกรการผลิตค่อนข้างกังวลกับสภาวะการตัดเฉือนและผลผลิตที่เป็นผลลัพธ์ แต่ผู้จัดการระดับที่สูงขึ้นไปไม่เป็นกังวลกับตัวเลขเหล่านั้นอย่างกับที่กังวลกับวัตถุประสงค์ทางธุรกิจของการดำเนินการผลิตโดยรวม ผู้ที่ทำการเลือกสภาวะการตัดเฉือนและเครื่องมือตัดควรคิดถึงเป้าหมายที่กว้างกว่าของการดำเนินงานตัดเฉือนของบริษัทก่อนเป็นอันดับแรก และใช้เป้าหมายเหล่านั้นเพื่อควบคุมการเลือกสภาวะการตัดเฉือนและเครื่องมือที่มอบประสิทธิภาพการทำงานที่จะทำให้บรรลุเป้าหมายเหล่านั้นได้จริง
* ความคล่องตัวของเครื่องมือสำหรับแผนการผลิตสมัยใหม่
การผลิตกำลังย้ายจากการผลิตปริมาณมากไปสู่สถานการณ์การตัดเฉือนแบบหลากหลายแต่ปริมาณน้อยลง อันเป็นผลมาจากการใช้กลยุทธ์การผลิตแบบทันเวลาพอดีกันมากขึ้น และการเติบโตของการรับเหมาช่วง ผู้รับเหมาช่วงผลิตชุดชิ้นส่วนปริมาณน้อยลงมากขึ้นเรื่อยๆ เป็นระยะๆ แต่ซ้ำๆ การสร้างความสมดุลระหว่างผลผลิตและข้อพิจารณาเรื่องต้นทุนเครื่องมือต้องใช้เครื่องมือที่มีความคล่องตัวและมีความยืดหยุ่นที่รองรับการใช้งานหลากหลาย การลดจำนวนของเครื่องมือต่างๆ ในโรงผลิตช่วยลดเวลาในการจัดการเครื่องมือ และช่วยเพิ่มเวลาที่มีให้กับการดำเนินงานตัดเฉือน
วิธีแบบดั้งเดิมในการเพิ่มผลผลิตของการดำเนินงานแต่ละรูปแบบที่เกี่ยวข้องกับการผลิตชิ้นส่วนที่เหมือนกันในระยะยาว คือการนำเครื่องมือที่ออกแบบมาเป็นพิเศษสำหรับงานนั้นๆ โดยเฉพาะมาใช้ การออกแบบและการใช้เครื่องมือพิเศษจะคุ้มค่าเมื่อหักกลบลบค่าใช้จ่ายได้จากการผลิตระยะยาว
อย่างไรก็ตามการสร้างความสมดุลระหว่างผลผลิตและข้อพิจารณาเรื่องต้นทุนเครื่องมือในสถานการณ์ที่ผลิตชุดละน้อยๆ และไม่ซ้ำเดิมจะเกิดขึ้นได้ง่ายกว่าด้วยเครื่องมือ »ทั่วไป» ที่คล่องตัว ซึ่งจะมอบความยืดหยุ่นที่รองรับการใช้งานหลากหลาย เครื่องมือเหล่านี้สามารถลดระยะเวลาหยุดทำงานได้โดยลดเวลาที่จำเป็นในการสลับเครื่องมือใหม่เมื่อเปลี่ยนชิ้นงาน อีกทั้งยังไม่จำเป็นต้องตั้งค่าและทดสอบการใช้เครื่องมือใหม่อีกด้วย
ตัวอย่างหนึ่งของเครื่องมือดังกล่าวก็คือกลุ่มผลิตภัณฑ์หัวกัด Seco Turbo เครื่องมือเหล่านี้มีความคล่องตัวสำหรับการใช้งานที่หลากหลาย เพื่อมอบความลงตัวระหว่างความคุ้มค่าต้นทุนและประสิทธิภาพสูง รูปทรงการตัดมุมบวกของหัวกัดจะลดการใช้พลังงาน นำไปสู่อายุการใช้งานเครื่องมือที่ยาวนานขึ้นและความเป็นไปได้ที่จะเพิ่มความลึกของการตัดและอัตราการป้อน
อีกวิธีการหนึ่งของการใช้เครื่องมือทั่วไปนั้นเกี่ยวข้องกับการประกอบชุดเครื่องมือที่เหมาะสมกับการใช้งานหลายประเภท เครื่องมือที่ Seco คัดเลือกให้ถูกออกแบบให้มีความยืดหยุ่น กลุ่มเครื่องมือที่เลือกไว้มีจำนวนจำกัดซึ่งอาจไม่ได้ให้ผลผลิตหรือประสิทธิภาพด้านต้นทุนอย่างเต็มรูปแบบในทุกการใช้งาน แต่ก็เป็นทางเลือกดีที่สุดและประหยัดที่สุดเมื่อต้องการความยืดหยุ่นสูงสุดในการตัดเฉือนวัสดุชิ้นงานและชิ้นส่วนที่เปลี่ยนแปลงรูปแบบไปอย่างรวดเร็ว

จัดทำโดย:
Patrick de Vos ผู้จัดการฝ่ายการศึกษาทางเทคนิคของบริษัท Seco Tools
สงวนลิขสิทธิ์ ตามพระราชบัญญัติลิขสิทธิ์ พ.ศ. 2539 www.thailandindustry.com
Copyright (C) 2009 www.thailandindustry.com All rights reserved.
ขอสงวนสิทธิ์ ข้อมูล เนื้อหา บทความ และรูปภาพ (ในส่วนที่ทำขึ้นเอง) ทั้งหมดที่ปรากฎอยู่ในเว็บไซต์ www.thailandindustry.com ห้ามมิให้บุคคลใด คัดลอก หรือ ทำสำเนา หรือ ดัดแปลง ข้อความหรือบทความใดๆ ของเว็บไซต์ หากผู้ใดละเมิด ไม่ว่าการลอกเลียน หรือนำส่วนหนึ่งส่วนใดของบทความนี้ไปใช้ ดัดแปลง โดยไม่ได้รับอนุญาตเป็นลายลักษณ์อักษร จะถูกดำเนินคดี ตามที่กฏหมายบัญญัติไว้สูงสุด




