

ด้วยความเปลี่ยนแปลงทางเทคโนโลยีและความผันผวนของตลาดได้ส่งผลกระทบต่อวงจรชีวิตผลิตภัณฑ์สั้นลง (Product Life Cycle) และผลักดันให้ธุรกิจต้องมุ่งสร้างคุณค่าเพิ่ม (Value-added) และความรวดเร็วในการส่งมอบคุณค่าด้วยการปรับปรุงกระบวนการ ดังนั้นองค์กรส่วนใหญ่จึงดำเนินการปรับกระบวนการธุรกิจโดยมุ่งความสามารถหลัก (Core Competency) ที่สร้างประสิทธิผลกระบวนการ (Process Effectiveness) ซึ่งประกอบด้วยปัจจัยคุณภาพ (Quality) ต้นทุน (Cost) การส่งมอบ (Delivery) หรือ QCD โดยมีปัจจัยเวลาเป็นมาตรวัดเพื่อปรับปรุงองค์ประกอบเหล่านี้
บทบาทเวลาการตอบสนองกับความสามารถการแข่งขัน
โกศล ดีศีลธรรม
koishi2001@yahoo.com
ด้วยความเปลี่ยนแปลงทางเทคโนโลยีและความผันผวนของตลาดได้ส่งผลกระทบต่อวงจรชีวิตผลิตภัณฑ์สั้นลง (Product Life Cycle) และผลักดันให้ธุรกิจต้องมุ่งสร้างคุณค่าเพิ่ม (Value-added) และความรวดเร็วในการส่งมอบคุณค่าด้วยการปรับปรุงกระบวนการ ดังนั้นองค์กรส่วนใหญ่จึงดำเนินการปรับกระบวนการธุรกิจโดยมุ่งความสามารถหลัก (Core Competency) ที่สร้างประสิทธิผลกระบวนการ (Process Effectiveness)
ซึ่งประกอบด้วยปัจจัยคุณภาพ (Quality) ต้นทุน (Cost) การส่งมอบ (Delivery) หรือ QCD โดยมีปัจจัยเวลาเป็นมาตรวัดเพื่อปรับปรุงองค์ประกอบเหล่านี้ เช่น ความรวดเร็ว ออกแบบและนำเสนอผลิตภัณฑ์ใหม่ที่สามารถตอบสนองกับความเปลี่ยนแปลงของตลาดได้อย่างรวดเร็ว ซึ่งจัดว่าเป็นหัวใจหลักในการรักษาระดับการแข่งขันของธุรกิจ
รูปที่ 1 ปัจจัยสนับสนุนการแข่งขัน
ด้วยเหตุนี้องค์กรชั้นนำที่ประสบความสำเร็จจากการได้รับชัยชนะในสมรภูมิการแข่งขันจึงมุ่งศึกษาลูกค้าว่ามีพฤติกรรมหรือความต้องการอะไร ซึ่งความโดดเด่นของผู้ชนะที่ใช้ต่อกรกับคู่แข่งขันนอกเหนือจากความสามารถในการผลิต คือ ความสามารถนำเสนอสิ่งที่มีคุณภาพ (เหนือกว่า) ราคา (ถูกกว่า) ระยะการส่งมอบ (เร็วกว่า) และมีความคล่องแคล่ว (สูงกว่า) ดังนั้นองค์กรธุรกิจจึงได้ใช้กลยุทธ์การผลิตและแผนปฏิบัติงานอันหลากหลายเพื่อบรรลุสู่จุดหมาย ดังนี้
- การผลิตสิ่งที่ดีกว่า โดยทั่วไปแนวคิดผู้ผลิตทางตะวันตกได้ใช้เทคโนโลยี CAD/CAM สนับสนุนการออกแบบเพื่อยกระดับความสามารถการผลิต ส่วนผู้ผลิตญี่ปุ่นมุ่งเทคโนโลยีกลุ่ม (Group Technology) ด้วยการจัดหน่วยการผลิตที่ยืดหยุ่นกว่าและกิจกรรมกลุ่มคุณภาพ (Quality Circle) แต่อย่างไรก็ตามทั้งสองแนวคิดต่างยึดแนวทางเหมือนกัน คือ การนำเทคนิคทางสถิติเพื่อติดตามควบคุมกระบวนการ รวมทั้งโครงการลดของเสียเป็นศูนย์ (Zero-defects) และการประกันคุณภาพผู้ส่งมอบวัตถุดิบ
- การประหยัดต้นทุน โดยผู้ผลิตทางตะวันตกหรืออเมริกามักใช้ระบบอัตโนมัติเพื่อลดจำนวนแรงงานทางตรง ส่วนทางผู้ผลิตญี่ปุ่นได้มุ่งปรับปรุงผลิตภัณฑ์และกระบวนการทำงานด้วยเทคนิคการวิเคราะห์คุณค่า (Value Analysis) โดยลดองค์ประกอบชิ้นส่วนการประกอบย่อยให้มีรูปแบบไม่ซับซ้อนและการจัดทำมาตรฐานชิ้นส่วนเพื่อลดระยะเวลาการออกแบบ รวมทั้งสามารถร่วมใช้หรือสับเปลี่ยนชิ้นส่วนระหว่างรุ่นการผลิต ทำให้ลดจำนวนรายการวัสดุที่ต้องจัดซื้อและสามารถจัดการระดับอะไหล่ในระดับที่เหมาะสม นั่นคือ การลดระดับการลงทุนหรือต้นทุนจมในการบริหารคลังสินค้า
.jpg)
รูปที่ 2 การทำมาตรฐานชิ้นงาน
- การผลิตได้รวดเร็วกว่า สำหรับแนวคิดการผลิตแบบตะวันตกมุ่งการใช้ระบบอัตโนมัติ อย่างการผลิตแบบยืดหยุ่น (FMS)และเทคโนโลยีหุ่นยนต์ (Robotics) เพื่อลดช่วงเวลานำการผลิต ส่วนทางผู้ผลิตญี่ปุ่นมุ่งปรัชญาการปรับปรุงอย่างต่อเนื่อง หรือ ไคเซน (Kaizen) ด้วยการลดเวลาการตั้งเครื่อง กิจกรรมบำรุงรักษาเครื่องจักร และพัฒนาทักษะด้วยการฝึกอบรม
.jpg)
รูปที่ 3 ระบบการผลิตแบบยืดหยุ่น
นอกจากนี้การเข้าถึงแหล่งที่มีความพร้อมทั้งในด้านทรัพยากรการผลิตและเทคโนโลยีได้เป็นปัจจัยหลักแห่งความสำเร็จในสภาพการแข่งขันบนฐานเวลา โดยเฉพาะการร่วมวิจัยและพัฒนา (R&D) และการถ่ายทอดเทคโนโลยีระหว่างกัน รวมทั้งความสามารถเข้าถึงตลาดในแต่ละภูมิภาคที่ส่งผลต่อความรวดเร็วในการเข้าสู่ตลาด (Time-to-Market) ดังกรณี Microsoft ได้เปิดศูนย์วิจัยที่ Cambridge ประเทศอังกฤษ เนื่องจากความพร้อมทั้งปัจจัยบุคลากรผู้เชี่ยวชาญและสิ่งอำนวยความสะดวกที่สนับสนุนการวิจัยร่วมกับผู้เชี่ยวชาญทั่วภูมิภาคยุโรป
.jpg)
รูปที่ 4 ปัจจัยเวลากับการสร้างคุณค่าเพิ่มให้กับธุรกิจ
- สร้างความยืดหยุ่นและความคล่องแคล่ว ดังคำกล่าวว่า "Time as a competitive weapon" ซึ่งหากการดำเนินกิจกรรมสามารถทำได้รวดเร็ว นั่นหมายถึง ความสามารถสร้างรายได้และลดต้นทุนค่าใช้จ่าย โดยเฉพาะช่วงการออกแบบและนำเสนอผลิตภัณฑ์ใหม่สู่ตลาดเพื่อตอบสนองความเปลี่ยนแปลงความต้องการของลูกค้าอย่างรวดเร็วซึ่งเป็นปัจจัยที่รักษาระดับการแข่งขันของญี่ปุ่นที่เหนือกว่าทางอเมริกาและยุโรป
ขณะที่ผู้ผลิตทางอเมริกาได้มุ่งใช้เทคโนโลยีปรับปรุงประสิทธิภาพการผลิต แต่ญี่ปุ่นเชื่อว่าความคล่องแคล่ว (Agility) เป็นส่วนที่ขาดเสียมิได้โดยเฉพาะด้านคุณภาพและความสามารถในการส่งมอบ ดังนั้นญี่ปุ่นจึงมุ่งผลิตสิ่งที่ดีกว่าและรวดเร็วกว่า ซึ่งรวมถึงการบรรลุความคล่องแคล่วการผลิต
นอกจากนี้แนวทางพัฒนาผลิตภัณฑ์ก็ยังแตกต่างกัน โดยแนวคิดแบบอเมริกันได้ดำเนินการตามลำดับขั้นตอน (Sequentially) ตามฝ่ายหน้าที่งาน (Functional Areas) ตั้งแต่ การตลาด วิศวกรรม จวบจนกระทั่งสู่การผลิต แต่รูปแบบการพัฒนาผลิตภัณฑ์แบบญี่ปุ่นได้เน้นรูปแบบทีมงานพัฒนาที่รวบรวมความคิดตั้งแต่ช่วงต้นของการออกแบบซึ่งส่งผลให้เกิดช่วงเวลาเวลานำสั้นลงและคุณภาพที่เหนือกว่าด้วยระดับต้นทุนต่ำกว่า
.jpg)
รูปที่ 5 แนวคิดการผลิตที่มุ่งปัจจัยการตอบสนอง
ดังนั้นองค์กรที่มุ่งสู่ความเป็นเลิศจะต้องสร้างความยืดหยุ่นกับการตอบสนองความเปลี่ยนแปลงจากปัจจัยที่มีผลกระทบต่อศักยภาพการแข่งขัน แต่สภาพการดำเนินงานทั่วไปเวลาที่ถูกใช้ในกระบวนการเพิ่มคุณค่ามีสัดส่วนเพียง 5% ของช่วงเวลานำการผลิต นั่นคือ เวลาส่วนใหญ่อีก 95% ได้สูญเสียกับกิจกรรมที่ไม่ได้สร้างคุณค่าเพิ่ม เช่น การขนถ่าย การตรวจสอบ การตั้งเครื่อง เป็นต้น
ด้วยเหตุนี้เป้าหมายหลักของการเพิ่มผลิตภาพจึงต้องมุ่งขจัดความสูญเปล่าจากเวลารอคอยเพื่อสนับสนุนให้กระบวนการเกิดความยืดหยุ่นที่สามารถตอบสนองความต้องการของทั้งลูกค้าภายในและภายนอก ด้วยเหตุนี้โรงงานทางอุดมคติจึงควรมีความยืดหยุ่นเพียงพอกับความเปลี่ยนแปลงในคำสั่งผลิตด้วยช่วงเวลานำที่สั้น ซึ่งหากสามารถดำเนินการได้บรรลุตามเป้าหมายก็จะส่งผลให้การไหลของงานไปยังกระบวนการถัดไปเป็นไปอย่างรวดเร็วและสามารถลดระดับสต็อกงานระหว่างผลิตลงประมาณ 50-80%
หากเปรียบสายการผลิตเป็นเสมือนท่อส่งที่เริ่มจากการป้อนวัตถุดิบหรือปัจจัยนำเข้า (Input) ให้ไหลผ่านกระบวนการเพื่อแปรรูปเป็นชิ้นงานสำเร็จรูป แต่สภาพความเป็นจริงในสายการผลิตได้มีรูปแบบที่หลากหลายซึ่งมีความผันผวนทางอุปสงค์ ทำให้การไหลภายในท่อส่งอาจมีการติดขัดหรือสะดุดในบางช่วงและต้องใช้เวลาที่มากขึ้นกับการไหลจากจุดเริ่มต้นจนสู่ปลายท่อ
โดยเฉพาะการเปลี่ยนแปลงคำสั่งซื้อจากลูกค้าที่มีผลต่ออัตราส่งผ่านท่อ (Throughput Rate) ซึ่งต้องมีการปรับขนาดท่อให้เหมาะกับอัตราการไหล นั่นคือ หากใช้ท่อขนาดใหญ่เกินความจำเป็นก็จะเกิดความสูญเปล่าขึ้น แต่หากเพิ่มอัตราการไหลของปัจจัยนำเข้า เช่น วัตถุดิบและปัจจัยการผลิต ก็อาจส่งผลให้เกิดสภาวะ Overflow
เนื่องจากปัจจัยนำเข้านั้นมากเกินกว่าขนาดท่อจะรับไว้ซึ่งมักพบในกระบวนการผลิตโดยเฉพาะปัญหาการล้นสต็อกหรือปัญหาคอขวด (Bottleneck) ดังนั้นอัตราการไหลของปัจจัยนำเข้าจึงต้องสมดุลกับอัตราการไหลออกของผลิตผล (Output) เพื่อให้เกิดการไหลของงานอย่างราบเรียบ โดยมุ่งเป้าหมายการลดเวลาส่งผ่านท่อ(Throughput Time) นั่นคือ การเพิ่มความสามารถตอบสนองต่อความเปลี่ยนแปลงคำสั่งซื้อจากลูกค้า โดยมีปัจจัยสนับสนุนดังนี้
.jpg)
- การลดรอบเวลาทำงาน (Cycle Time Reduction) เป็นเวลาที่ถูกจัดสรรเพื่อดำเนินการผลิตชิ้นงานให้เสร็จสิ้นในแต่ละหน่วย ซึ่งอัตราการผลิตจะเท่ากับอัตรารอบเวลา (Cycle Rate) ของเครื่องจักรที่เป็นส่วนกลับของเวลาปฏิบัติงาน โดยรอบเวลาของสายการผลิตเป็นผลรวมของเวลาการขนถ่ายกับเวลาปฏิบัติงานยาวที่สุดซึ่งไม่คำนึงถึงเวลาการตั้งเครื่องและแสดงด้วยความสัมพันธ์ ดังนี้
.jpg)
.jpg)
.jpg)
ด้วยเหตุนี้การลดรอบเวลาจะส่งผลให้เกิดปริมาณงานหรือผลิตผลสูงขึ้น (Throughput) ที่มุ่งเป้าหมายการลดช่วงเวลาการส่งมอบและต้นทุนการผลิต ซึ่งหากปรับเปลี่ยนจากการทำงานแบบตามลำดับเป็นแบบคู่ขนาน (Parallel Work Activity) ทำให้เกิดการลดรอบเวลาและเพิ่ม Throughput ซึ่งเป็นเป้าหมายปรับปรุงการทำงานแต่ละวันหรืออาจดำเนินการปรับเปลี่ยนการปฏิบัติงานจากการผลิตแบบรุ่น (Batch Processing) สู่รูปแบบการผลิตทีละชิ้น (Single-piece Processing) ด้วยการลดขนาดรุ่นการผลิตเพื่อลดเวลารอคอยและสร้างสมดุลสายการผลิต รวมทั้งลดระดับงานระหว่างผลิต (WIP)
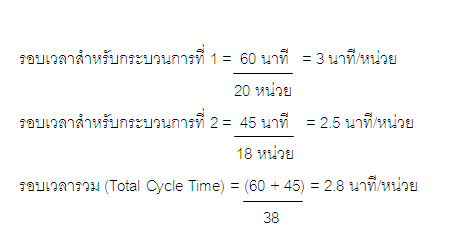
และเกิดการไหลของงานอย่างต่อเนื่อง ดังนั้นประสิทธิผลจากแนวทางดังกล่าวจึงไม่เพียงแค่ลดรอบเวลาทำงานสั้นลงเท่านั้น แต่ยังส่งผลให้เกิดการลดช่วงเวลานำโดยรวม (Total Lead-time) ดังกรณีสายการผลิตแห่งหนึ่งประกอบด้วยสองกระบวนการ ซึ่งกระบวนการแรกมีอัตราผลิตผล 20 หน่วย/ชั่วโมง ส่วนกระบวนการที่สองมีอัตรา 18 ชิ้น/รอบเวลา 45 นาที ดังนั้นรอบเวลารวมของสายการผลิตนี้ คือ
.jpg)
รูปที่ 6 องค์ประกอบช่วงเวลานำการตอบสนอง
โดยสมรรถนะการส่งมอบตรงเวลา (On-Time Performance) แสดงถึงความสามารถส่งมอบสินค้าได้ทันตามกำหนดการ ดังกรณี FedEx ผู้ให้บริการส่งมอบพัสดุภายในช่วงเวลาเพียงข้ามวัน ซึ่งสมรรถนะการส่งมอบเป็นปัจจัยหลักที่สร้างความพึงพอใจให้กับลูกค้า ด้วยเหตุนี้การจัดสรรเวลาที่มุ่งเป้าหมายการส่งมอบได้ตรงเวลาจึงต้องศึกษาสาเหตุหลักที่ส่งผลให้เกิดความล่าช้าเพื่อกำหนดแนวทางขจัดลดปัญหาดังกล่าว
ดังนั้นปัจจัยผลักดันที่ก่อให้เกิดความเปลี่ยนแปลงความรวดเร็วในกระบวนการ ประกอบด้วยความไม่แน่นอนซึ่งเป็นสาเหตุหนึ่งที่ส่งผลให้เกิดปัญหาการส่งมอบล่าช้า ดังกรณี Boeing ที่รับคำสั่งซื้อเครื่องบินแต่เนื่องจากความไม่พร้อมของเครื่องจักรจึงทำให้เกิดการรอคอยในสายการผลิตและส่งผลให้ Boeing ต้องชดเชยความสูญเสียให้กับลูกค้าสายการบินแห่งหนึ่งเมื่อส่งมอบเครื่องบินล่าช้ากว่ากำหนด
นอกจากนี้ข้อจำกัดทางกำลังการผลิต (Capacity Constraint) เกิดจากภาระงานมากกว่ากำลังการผลิตได้ส่งผลให้เกิดปัญหาคอขวดและความล่าช้าอย่างกรณีเมื่อชิ้นงานได้ถูกเคลื่อนมายังเครื่องจักรแต่ไม่สามารถแปรรูป เนื่องจากเครื่องจักรยังคงแปรรูปชิ้นงานอื่น สำหรับการวัดประสิทธิภาพรอบเวลากระบวนการ (Process Cycle Efficiency) คือ การวัดสมรรถนะโดยรวมของกระบวนการเพื่อบ่งชี้ถึงความสูญเปล่า ซึ่งแสดงด้วยสัดส่วนผลรวมรอบเวลากิจกรรมที่สร้างคุณค่าเพิ่มเทียบกับผลรวมช่วงเวลานำในกระบวนการ

ส่วนปัจจัยความเร็วกระบวนการ (Process Velocity) แสดงด้วย Throughput Ratio หรือสัดส่วนเวลาปริมาณผลิตผลรวม (Total Throughput Time) เทียบกับเวลาที่สร้างคุณค่าเพิ่ม (Value-added Time) เวลาดังกล่าวเป็นผลรวมของการปฏิบัติงานในกระบวนการ ซึ่งแสดงด้วยความสัมพันธ์
Process Velocity = 
.jpg)
รูปที่ 7 ความสัมพันธ์ระหว่างมาตรวัดสมรรถนะกระบวนการ
- การลดเวลาสำหรับการตั้งเครื่อง (Setup Time Reduction) ปัจจุบันลูกค้าได้มีทางเลือกที่หลากหลายโดยต่างคาดหวังว่าจะได้รับสิ่งที่มีคุณภาพสูง ราคาย่อมเยา และส่งมอบได้อย่างรวดเร็ว ดังนั้นเพื่อตอบสนองความต้องการอันหลากหลายจึงต้องดำเนินการปรับเปลี่ยนจากการผลิตด้วยปริมาณมาก (Mass Production) ที่มีการผลิตแต่ละรุ่นด้วยปริมาณมากสู่รูปแบบการผลิตแต่ละรุ่นด้วยปริมาณไม่มาก
นั่นคือ การผลิตในปริมาณที่เพียงพอกับความต้องการของลูกค้า (Mass Customization) ด้วยสภาวะแวดล้อมการผลิตดังกล่าวจึงต้องดำเนินการปรับตั้งเครื่องบ่อยขึ้น เนื่องจากการตั้งเครื่องเป็นกิจกรรมที่ไม่สร้างคุณค่าเพิ่มด้วยเหตุนี้จึงต้องดำเนินการขจัดลดกิจกรรมดังกล่าวเพื่อลดความสูญเปล่าในสายการผลิต
โดยเฉพาะเวลาที่ใช้ในกิจกรรมจัดเตรียม เช่น การถอดเปลี่ยนตัวจับยึดงาน (Fixture) และการปรับตั้งค่าจนสามารถเดินเครื่อง โดยทั่วไประหว่างช่วงเวลาการตั้งเครื่องจะต้องหยุดเดินเครื่องจักรจึงไม่สามารถดำเนินกิจกรรมการผลิตซึ่งจัดเป็นความสูญเปล่าทางเวลาและค่าแรงงานตลอดจนชิ้นงานเสียที่ค้างระหว่างการปรับตั้งเครื่อง ซึ่งแนวคิดปรับปรุงวิธีการตั้งเครื่องได้ถูกพัฒนาโดย Shigeo Shingo เพื่อลดเวลาการตั้งเครื่องแม่พิมพ์ขนาดใหญ่ด้วยแนวทางเรียกว่า SMED (Single Minute Exchange Die) โดย Shingo สามารถลดเวลาการตั้งเครื่องของเครื่อง Press ขนาด 1000 ตัน จากเวลาที่ใช้ 4 ชั่วโมงลดลงเหลือเพียง 3 นาที ดังนั้นแนวทาง SMED จึงถูกใช้ในอุตสาหกรรมอย่างแพร่หลาย ซึ่งมีแนวทางดำเนินการ ดังนี้
.jpg)
- การจัดเก็บข้อมูลเกี่ยวกับขั้นตอนวิธีการตั้งเครื่องด้วยกล้องวิดีโอถ่ายภาพ
- การสอบถามเกี่ยวกับขั้นตอนวิธีการกับช่างผู้ตั้งเครื่อง
- การวิเคราะห์ทางสถิติจากข้อมูลในอดีต โดยใช้ข้อมูลที่บันทึกในระบบ CMMS
- ศึกษาเวลาการเคลื่อนไหว (Time and Motions Study) ปัจจุบันได้มีการนำหลักการวิศวกรรมอุตสาหการ (IE) โดยเฉพาะเทคนิคข้อมูลมาตรฐานที่ถูกใช้พัฒนามาตรฐาน
.jpg)
รูปที่ 8 ความสูญเสียจากกิจกรรมการตั้งเครื่อง
- เวลาสำหรับบำรุงรักษา(Maintenance Time Standard) หรือ M.T.S ด้วยการแตกงานหลักออกเป็นงานย่อย (Work Element) และแจกแจงงานย่อยออกเป็นกิจกรรม เพื่อคำนวณเวลามาตรฐานแต่ละงานย่อยและสามารถดำเนินการได้โดยตรงหรืออาจใช้แนวทางศึกษาการทำงาน (Work Study) อย่าง MTM (Method Time Measurement), PMTS เป็นต้น โดยนำข้อมูลเวลาที่วัดได้จากการปฏิบัติงานดังกล่าวมาทำการสังเคราะห์ให้เป็นค่าเวลามาตรฐาน
สำหรับกรณีโตโยต้าได้ดำเนินการปรับปรุงอุปกรณ์จับยึดและจัดเตรียมสิ่งอำนวยความสะดวก เช่น อุปกรณ์ขนถ่าย และสายพานลำเลียงชิ้นงานไปยังพื้นที่ปฏิบัติงานเพื่อให้การดำเนินการเป็นไปอย่างรวดเร็ว ซึ่งเป้าหมายหลักของการปรับปรุงดังกล่าวเพื่อลดเวลาการตั้งเครื่องภายใน นั่นคือ เวลาตั้งเครื่องขณะที่หยุดเดินเครื่องจักร โดยมีแนวทางดังนี้
- วิเคราะห์ขั้นตอนการตั้งเครื่องเพื่อจำแนกระหว่างกระบวนการตั้งเครื่องแบบภายนอกกับภายใน
- ปรับเปลี่ยนขั้นตอนหรือวิธีการตั้งเครื่องภายในให้เป็นการตั้งเครื่องภายนอก
- ปรับปรุงขั้นตอนทั้งหมดเพื่อให้เกิดขนาดรุ่นการผลิตที่เล็กลง
.jpg)
ดังนั้นการดำเนินการจึงเริ่มด้วยการจัดทำมาตรฐานเพื่อแสดงรายละเอียดรายการตรวจสอบ (Checklists) สำหรับการปรับลดเวลาตั้งเครื่องภายในอาจใช้อุปกรณ์จับยึดมาตรฐาน ส่วนเวลาการตั้งเครื่องภายนอกสามารถปรับลดด้วยการจัดเก็บเครื่องมือและสิ่งอำนวยความสะดวกให้อยู่ในบริเวณที่ใกล้กับพื้นที่ทำงานหรือการจัดวางให้เป็นระเบียบด้วยกิจกรรม 5ส และอุปกรณ์สำหรับการขนถ่าย
ดังนั้นทุกสิ่งที่จำเป็นสำหรับกิจกรรมการตั้งเครื่องจึงควรจัดเก็บให้เป็นระเบียบเพื่อลดเวลาค้นหาและขนถ่ายไปยังพื้นที่ปฏิบัติงานให้น้อยที่สุด
สรุป
ปัจจุบันปัจจัยเวลาได้มีบทบาทสนับสนุนการสร้างความสามารถในการแข่งขันให้กับองค์กรธุรกิจ โดยเฉพาะความรวดเร็วการตอบสนองเพื่อส่งมอบคุณค่าให้กับลูกค้าซึ่งผลักดันให้ผู้ประกอบการยุคใหม่ต้องมุ่งปรับลดช่วงเวลานำการผลิตให้เกิดความสมดุลกับเวลาที่ตอบสนองได้ตามความต้องการของลูกค้าด้วยการมุ่งลดความสูญเปล่าทางเวลาที่ไม่สร้างมูลค่าเพิ่มในมุมมองลูกค้าเพื่อให้เกิดการไหลของงานอย่างต่อเนื่องตลอดทั้งกระบวนการ ด้วยเหตุนี้ปัจจัยเวลาจึงได้มีบทบาทสนับสนุนการสร้างความสามารถการแข่งขันให้กับองค์กรธุรกิจยุคใหม่
สงวนลิขสิทธิ์ ตามพระราชบัญญัติลิขสิทธิ์ พ.ศ. 2539 www.thailandindustry.com
Copyright (C) 2009 www.thailandindustry.com All rights reserved.
ขอสงวนสิทธิ์ ข้อมูล เนื้อหา บทความ และรูปภาพ (ในส่วนที่ทำขึ้นเอง) ทั้งหมดที่ปรากฎอยู่ในเว็บไซต์ www.thailandindustry.com ห้ามมิให้บุคคลใด คัดลอก หรือ ทำสำเนา หรือ ดัดแปลง ข้อความหรือบทความใดๆ ของเว็บไซต์ หากผู้ใดละเมิด ไม่ว่าการลอกเลียน หรือนำส่วนหนึ่งส่วนใดของบทความนี้ไปใช้ ดัดแปลง โดยไม่ได้รับอนุญาตเป็นลายลักษณ์อักษร จะถูกดำเนินคดี ตามที่กฏหมายบัญญัติไว้สูงสุด




