
ดร.วิทยา อินทร์สอน
สาขาวิชาช่างเชื่อมโลหะ วิทยาลัยเทคนิคสุรินทร์
ปัทมาพร ท่อชู
สาขาวิชาอุตสาหกรรมศิลป์และเทคโนโลยี
มหาวิทยาลัยราชภัฏสุรินทร์
โรงงานอุตสาหกรรมที่มีการใช้เครื่องจักรในกระบวนการผลิตสินค้าสำเร็จรูป เกิดความสูญเสียมากมายในกระบวนการผลิต มีสาเหตุมาจากเครื่องจักรทำงานไม่เต็มประสิทธิภาพ ขาดการบำรุงรักษาที่ดี ทำให้เสียต้นทุนโดยเปล่าประโยชน์ ดังนั้นการบำรุงรักษาเครื่องจักรด้วยตัวเองเบื้องต้น (Self Maintenances หรือ Autonomous Maintenance) เป็นสิ่งที่มีความสำคัญมาก
เครื่องจักร เป็นปัจจัยพื้นฐานที่สำคัญในการผลิตสำหรับทุกองค์กร การบำรุงรักษาเครื่องจักรให้อยู่ในสภาพที่พร้อมใช้งานตลอดเวลา จึงเป็นสิ่งสำคัญอย่างยิ่ง ที่จะสนับสนุนการผลิตไม่ให้ต้องสะดุดหยุดลง ไม่เพียงแต่หน่วยงานซ่อมบำรุงซึ่งเป็นหน่วยงานหลักที่ต้องรับผิดชอบในการบำรุงรักษา ซ่อมแซม เปลี่ยนอะไหล่ รวมถึงการตรวจสอบอาการต่าง ๆ เพื่อแก้ไขก่อนที่เครื่องจักรจะหยุดหรือเสียหายก่อนเวลาอันควร แต่พนักงานคุมเครื่องจักรก็มีส่วนสำคัญในการบำรุงรักษาเพื่อจะช่วยลดความสูญเปล่าจากการหยุดงานของเครื่องจักร ที่เรียกว่า การบำรุงรักษาด้วยตนเอง และถือเป็นส่วนหนึ่งของ การบำรุงรักษาทวีผลแบบทุกคนมีส่วนร่วม (Total Productive Maintenance: TPM)
ในสถานประกอบการ หรือโรงงานอุตสาหกรรมที่ใช้เครื่องจักรเป็นหลักในการผลิต มักไม่ได้สนใจหาวิธีการใช้และบำรุงรักษาอย่างถูกต้อง ผลที่ตามมาก็คือเครื่องจักรเสียบ่อย ต้องเสียเวลาซ่อมและเวลาการผลิต เครื่องจักรไม่มีสมรรถนะการทำงานที่ดีผลิตชิ้นงานออกมาไม่ได้ตามข้อกำหนดอย่างสม่ำเสมอ สัมพันธภาพที่ไม่ดีระหว่างหน่วยงานผลิตและหน่วยงานซ่อมบำรุง ทำให้เกิดการแก้ไขงานที่มีผลทำให้ต้นทุนสูง การส่งมอบไม่ทันเวลา ซึ่งส่งผลให้ขาดความสามารถในการแข่งขัน ดังนั้นวัตถุประสงค์การบำรุงรักษา มีดังนี้คือ
การบำรุงรักษาด้วยตนเอง ภาษาญี่ปุ่นเรียกว่า Jishu Hozen ภาษาอังกฤษเรียกว่า Autonomous Maintenance
การบำรุงรักษา (Maintenance) เป็นการผสมผสานกันของการทำงานด้านเทคนิค และการจัดการ เพื่อคงไว้ซึ่งอุปกรณ์ หรือฟื้นฟูสภาพอุปกรณ์ให้อยู่ในสภาพพร้อมใช้งานตลอดเวลา
สรุปว่า การบำรุงรักษาด้วยตนเอง (Self Maintenance: SM หรือ(Autonomous Maintenance: AM) หมายถึง กิจกรรมต่าง ๆ ที่เป็นการบำรุงรักษาเครื่องจักรที่กระทำโดยผู้ใช้เครื่อง โดยไม่ปล่อยให้เป็นหน้าที่ของฝ่ายซ่อมบำรุงเพียงฝ่ายเดียว ทังนี้เพื่อให้สามารถปกป้องและดูแลเครื่องจักรด้วยตนเอง และเป็นผู้เชี่ยวชาญเกี่ยวกับเครื่องจักรของตนเอง ซึ่งช่วยให้พนักงานผู้ใช้เครื่องจักร สามารถทำความสะอาด ตรวจสอบการทำงานของเครื่องจักรตามมาตรฐาน วิเคราะห์ปัญหาและสามารถแก้ไขเบื้องต้น ทำให้สามารถใช้เครื่องจักรได้อย่างเต็มประสิทธิภาพ
การบำรุงรักษาเครื่องจักรด้วยตนเอง ผู้ใช้เครื่องจักรแต่ละคนสามารถทำการตรวจสอบประจำวัน หล่อลื่น เปลี่ยนชิ้นส่วนอะไหล่ ซ่อมแซมเบื้องต้น สังเกตความผิดปกติของเครื่อง และตรวจสอบอุปกรณ์หรือเครื่องจักรที่ตนเป็นผู้ใช้งานอย่างละเอียดในบางครั้ง โดยมีวัตถุประสงค์เพื่อปกป้องเครื่องจักรของตนเอง ดังนั้นความสำคัญของการบำรุงรักษาด้วยตนเอง มีดังนี้คือ
1. ช่วยลดค่าใช้จ่าย การซ่อมบำรุง ในเรื่องของวัสดุ อะไหล่ ค่าจ้าง และค่าแรง
2. ลดความเหนื่อยยากในเรื่องของการบริหารจัดการ ไม่ว่าจะเป็นเรื่องการผลิต การส่งมอบ การซ่อมแซมบำรุง การจัดซื้อจัดหา วัสดุอะไหล่ รวมไปถึงงานบัญชี และการเงิน
3. ส่งมอบสินค้าตรงเวลา ถ้ามีระบบการรักษาที่ดี เครื่องจักรเดินได้ไม่ขัดข้องในระหว่างการผลิต ก็จะผลิตสินค้าออกมาได้ตามเป้าหมาย เช่น จำนวนหน่วยต่อชั่วโมงต่อวัน ทำให้สามารถส่งมอบสินค้าได้ทันตามกำหนดเวลา
4. ผลผลิตเพิ่มมากขึ้น เครื่องจักรอุปกรณ์การผลิตทำงานดี สม่ำเสมอ ไม่มี Brake Down ในระหว่างการผลิต ผลผลิตที่ได้เป็นไปตามเป้าหมาย ราคาสินค้าต่อหน่วยลดลง
5. สร้างขวัญกำลังใจ มีความปลอดภัย ลดอุบัติเหตุ ถ้ามีระบบการซ่อมบำรุงที่ดี ความเสียหายขัดข้องจะลดลง งานซ่อม ฉุกเฉินลดลง แนวโน้มอุบัติเหตุลดลง
6. สินค้ามีคุณภาพสม่ำเสมอ ถ้าเครื่องจักร อุปกรณ์การผลิตทำงานต่อเนื่องมีประสิทธิภาพสม่ำเสมอ ผลที่ได้ทำให้สินค้าที่ผลิตออกมามีคุณภาพสม่ำเสมอ ไม่ผันผวน ตรงตามความต้องการของลูกค้า
7. ลดค่าใช้จ่ายกรมธรรม์ประกันภัย ถ้ามีระบบการซ่อมบำรุงที่ดี แนวโน้มการเสียหายขัดข้องจะลดความเสี่ยงต่ออุบัติเหตุที่เกิดกับเครื่องจักร การทำประกันภัยเครื่องจักร ก็จะเสียค่ากรมธรรมประกันภัยลดลงด้วย
การบำรุงรักษาตามการเสื่อมสภาพของเครื่องจักร โดยใช้วิธีการและแนวคิดใหม่เพื่อให้สามารถวางแผนการซ่อมบำรุงได้อย่างถูกต้องจนสามารถนำไปประยุกต์ใช้งานจริง ทำให้ประสิทธิภาพในการบำรุงรักษาเพิ่มขึ้นและเป็นการลดค่าใช้จ่ายลง ซึ่งจะส่งผลในการสร้างกำไรตามมา
1.เสียแล้วซ่อม (Brake Down Maintenance: BM) เป็นระบบที่ไม่มีแผนการบำรุงรักษา เมื่อเครื่องจักรอุปกรณ์การผลิตเกิดการขัดข้องเสียหายเมื่อใดก็ซ่อมเมื่อนั้น เหมาะสำหรับเครื่องจักรที่ไม่กระทบกับกระบวนการผลิตและความปลอดภัย ใช้เวลา ค่าใช้จ่ายในการซ่อมน้อย หรือระบบที่มีเครื่องจักรสำรอง เช่น งานบำรุงรักษา เครื่องจักรผลิตชิ้นส่วนทางไฟฟ้า อิเล็กทรอนิกส์ ซึ่งราคาแพง อายุการใช้งานไม่แน่นอน แต่สามารถถอดเปลี่ยนในเวลาไม่นาน
2.การบำรุงรักษาเชิงป้องกัน (Preventive Maintenance: PM) เป็นระบบการบำรุงรักษาที่มีการวางแผนไว้ล่วงหน้า ว่าจะมีการหยุดเครื่องจักร อุปกรณ์ใด เมื่อใด เพื่อบำรุงรักษาเครื่องจักร ป้องกันมิให้เครื่องจักรเสียหายหรือขัดข้องฉุกเฉินในขณะทำการผลิต
3.การบำรุงรักษาตามสภาพ (Condition Base Maintenance: CBM) หรือการบำรุงรักษาพยากรณ์ (Predictive Maintenance: PdM) เป็นระบบการบำรุงรักษาตามการเสื่อมสภาพของชิ้นส่วนอะไหล่ ถ้าเครื่องจักรเสื่อมสภาพมีอาการผิดปกติ เช่น มีเสียงดัง สั่น ร้อน ผิดปกติ จึงวางแผนซ่อม เปลี่ยน บำรุงรักษาเป็นระบบที่ใช้เพื่อเฝ้าติดตามสภาพเครื่องจักร ลดค่าใช้จ่าย ใช้วัสดุอุปกรณ์ เครื่องจักรอย่างคุ้มค่า รวมถึงสารหล่อลื่น น้ำมันหล่อลื่น ที่มีปริมาณมาก ๆ ก็ใช้วิธีการตรวจวัดคุณภาพสารหล่อลื่น เช่น ความหนืด การปนเปื้อน ถ้าอยู่ในสภาพที่ดีก็สามารถใช้งานต่อไปได้อีก โดยไม่ต้องเปลี่ยนถ่ายตามกำหนดเวลาใช้งาน ทำให้ลดเวลาการหยุดเดินเครื่องจักร เครื่องจักรมีเวลาทำงานมากขึ้น เพิ่มผลผลิต ลดค่าใช้จ่าย
4.การบำรุงรักษาเชิงปรับปรุงแก้ไข (Corrective Maintenance: CM) เป็นระบบบำรุงรักษาเชิงออกแบบแก้ไขเปลี่ยน แปลงแบบ วัสดุ คุณภาพ เพื่อยืดอายุการใช้งานให้ยาวนานขึ้น และแก้ไขปัญหา การเสียหายขัดข้องซ้ำ ๆ บ่อย ๆ เช่น การใช้งานเครื่องจักรมีปัญหา แบริ่งเสียหาย ร้อนผิดปกติ เมื่อมีการเพิ่มความเร็วรอบใช้งานในลักษณะนี้จะต้องดูว่าแบริ่งที่ใช้สามารถใช้งานที่ความเร็วรอบใช้งานหรือไม่ จะต้องเปลี่ยนแบบ ขนาด เลือก ใช้แบริ่งให้ถูกต้องกับการใช้งาน
5.การบำรุงรักษามืออาชีพ (Proactive Maintenance) เป็นวิธีการบำรุงรักษาแบบหยั่งรู้หาสาเหตุผิดปกติแท้จริงของเครื่องจักร ทั้งก่อนการใช้งานและขณะที่เครื่องจักรกำลังทำงาน เพื่อหาสาเหตุผิดปกติว่ามาจากสาเหตุใด เช่น การตรวจสิ่งสกปรก การปนเปื้อนน้ำมันหล่อลื่น ซึ่งเสมือนสายเลือดของเครื่องจักร มีสิ่งผิดปกติอะไร เกิดขึ้นภายในเครื่องจักร การถ่ายภาพความร้อน (Thermography) เพื่อหาจุดหรือตำแหน่งความผิดปกติ หรือการวัดการสั่นสะเทือน เพื่อหาสาเหตุผิดปกติแท้จริงว่ามาจากสาเหตุใด เช่น การติดตั้งไม่ตรงแนวศูนย์ (Misalignment) การไม่สมดุล (Unbalance) การหลวมคลายของเครื่องจักร ทำให้แก้ไขปัญหาได้ถูกต้องรวดเร็ว ลดค่าใช่จ่าย
6.การป้องกันการบำรุงรักษา (Maintenance Preventive: MP) เป็นระบบออกแบบประกันคุณภาพ การใช้งานจนหมดสภาพ โดยไม่ต้องบำรุงรักษา เช่น ชิ้นส่วนอุปกรณ์ทางไฟฟ้า อิเล็กทรอนิกส์ ชิ้นส่วนยานยนต์ เช่น ลูกหมากคันส่ง คันชักระบบเลี้ยวของรถยนต์ เดิมต้องมีการอัดจาระบีหล่อลื่น ปัจจุบันออกแบบแก้ไขวัสดุใช้งานโดยไม่ต้องมีการหล่อลื่นหรือทำให้แบริ่ง มีการอัดจาระบีหล่อลื่น ปัจจุบันออกแบบแก้ไขวัสดุให้ใช้งานโดยไม่ต้องมีการหล่อลื่น หรือทำให้แบริ่งมีการอัดจาระบีภายใน แก้ไขให้มีซีลปกปิดมิดชิดก็ใช้งานโดยไม่ต้องอัดจาระบีหล่อลื่น ใช้งานจนเสื่อม หรือเสียจริงแล้วจึงเปลี่ยน เป็นต้น
การบำรุงรักษาที่ปล่อยให้เป็นหน้าที่ของฝ่ายซ่อมบำรุงเพียงฝ่ายเดียว มักจะเป็นการบำรุงรักษาในตอนที่เครื่องจักรเกิดความเสียหายแล้ว เพราะนอกเหนือจากเวลาที่เครื่องจักรเสียหายก็คือ เวลาที่ใช้งานซึ่งเป็นเวลาที่ฝ่ายซ่อมบำรุงไม่ได้ใกล้ชิดกับเครื่องจักร และเวลาใช้งานนี่เองที่ต้องเป็นหน้าที่ของผู้ใช้เครื่อง ซึ่งทั้งฝ่ายซ่อมบำรุง และผู้ใช้เครื่องต่างก็มีบทบาทที่ต่างกันดังต่อไปนี้
1.บทบาทของผู้ใช้เครื่อง
บทบาทของผู้ใช้เครื่อง คือการปฏิบัติตามกิจกรรมต่าง ๆ ซึ่งมีวัตถุประสงค์หลักโดยเฉพาะ คือการป้องกันความเสื่อมสภาพของเครื่องจักร โดยกิจกรรมดังกล่าวมีดังต่อไปนี้
1.1 กิจกรรมเพื่อป้องกันความเสื่อมสภาพ
• จัดทำมาตรฐานการปฏิบัติงานที่ถูกต้อง (การป้องกันความผิดพลาดจากผู้ปฏิบัติงาน)
• ปรับปรุงสภาพการใช้งานขั้นพื้นฐาน (การทำความสะอาด การหล่อลื่น และการขันแน่น)
• การปรับแต่ง (การปรับแต่งค่าต่าง ๆ ในการใช้งานเพื่อให้ชิ้นงานออกมามีคุณภาพ)
• การพยากรณ์และการตรวจจับความผิดปกติ (การป้องกันความเสียหายและอุบัติเหตุ)
1.2 การวัดความเสื่อมสภาพ
• การตรวจสอบประจำวัน
• การตรวจสอบตามคาบเวลา
1.3 กิจกรรมเพื่อฟื้นความเสื่อมสภาพ
• การปรับปรุงเล็ก ๆ น้อย ๆ (การเปลี่ยนชิ้นส่วนต่าง ๆ เท่าที่ทำได้ และการแก้ไขจุดผิดปกติที่มีความเร่งด่วน)
• รายงานความผิดปกติและความเสียหายทุกครั้งอย่างเร่งด่วนให้กับฝ่ายซ่อมบำรุง
• ให้ความร่วมมือและความช่วยเหลือในการซ่อมแซมเครื่องจักรของฝ่ายซ่อมบำรุง
ทั้งหมดนี้เป็นการป้องกันความเสื่อมสภาพของเครื่องจักรที่เกิดจากการใช้งาน โดยการทำความสะอาด การหล่อลื่น และการขันแน่น รวมถึงการตรวจสอบประจำวัน และการตรวจสอบตามคาบเวลา โดยมีบางจุดที่ผู้ใช้เครื่องมีหน้าที่ดูแลความเสื่อมสภาพได้ด้วยตนเอง แต่สำหรับจุดใหญ่ ๆ ก็ยังคงเป็นหน้าที่ของฝ่ายซ่อมบำรุง
2.บทบาทของฝ่ายซ่อมบำรุง
2.1 กิจกรรมการบำรุงรักษาตามหน้าที่เดิมของฝ่ายซ่อมบำรุง ก็คือ การใช้ความรู้ความสามารถที่มีมากกว่าผู้ใช้เครื่องในการบำรุงรักษาตามคาบเวลา บำรุงรักษาเชิงป้องกัน และบำรุงรักษาเชิงแก้ไขและปรับปรุง ทั้งนี้เพื่อการวัดความเสื่อมสภาพของเครื่องจักร และหาทางฟื้นความเสื่อมสภาพต่อไป ดังนั้นไม่ว่าจะมีกิจกรรมใดก็แล้วแต่ ฝ่ายซ่อมบำรุงต้องไม่ลืมหน้าที่เดิมของตนเอง ทั้งนี้เพื่อพัฒนาความสามารถในการซ่อมบำรุง รวมถึงเพื่อพัฒนาความสามารถและความปลอดภัยในการใช้งาน
2.2 กิจกรรมส่งเสริมการบำรุงรักษาด้วยตนเองดังที่กล่าวมา แล้วหน้าที่ของผู้ใช้เครื่องในการบำรุงรักษาด้วยตนเอง คือ การป้องกันความเสื่อมสภาพของเครื่องจักรเป็นสิ่งสำคัญ แต่การป้องกันความเสื่อมสภาพดังกล่าวของผู้ใช้เครื่องจะเป็นไปได้ก็ต่อเมื่อได้รับการช่วยเหลือและชี้นำที่เหมาะสมจากฝ่ายซ่อมบำรุง โดยเฉพาะในเรื่องต่าง ๆ ดังต่อไปนี้
• ให้ความรู้และชี้แนะนำเกี่ยวกับโครงสร้าง หน้าที่ และชิ้นส่วนต่าง ๆ ของเครื่องจักร รวมถึงการให้ความรู้เกี่ยวกับชิ้นส่วนที่มีความซับซ้อนเกินกว่าผู้ใช้เครื่องจะถอดออกมาเองได้
• ให้ความรู้และชี้แนะเกี่ยวกับการจับยึดในจุดต่าง ๆ ของเครื่องจักร
• ให้ความรู้และคำแนะนำเกี่ยวกับวิธีการหล่อลื่น และสารหล่อลื่นประเภทต่าง ๆ รวมถึงมาตรฐานการหล่อลื่น (ตำแหน่งที่ต้องหล่อลื่น ชนิดของสารหล่อลื่น ช่วงเวลาที่ต้องหล่อลื่น)
• ให้ความรู้ และคำแนะนำเกี่ยวกับวิธีการตรวจสอบ และมาตรฐานการตรวจสอบ
• ให้การตอบสนองที่รวดเร็ว หลังจากได้รับแจ้งเกี่ยวกับความผิดปกติ และความเสื่อมสภาพต่าง ๆ ของเครื่องจักรจากผู้ใช้เครื่อง
• ให้ความช่วยเหลือทางด้านเทคโนโลยีในการปรับปรุงวิธีการตรวจจับความผิดปกติ หรือการรับรู้ความผิดปกติ
• ในการทำกิจกรรมดังกล่าวของฝ่ายซ่อมบำรุง ต้องอยู่บนพื้นฐานของทัศนคติในการทำงานร่วมกันกับผู้ใช้เครื่อง นอกจากนั้นฝ่ายซ่อมบำรุงยังมีกิจกรรมอื่นที่ต้องทำอีก
3.วิจัยและพัฒนาเทคโนโลยีการบำรุงรักษาและจัดทำมาตรฐานการบำรุงรักษา
4.บันทึกข้อมูลการบำรุงรักษาเพื่อนำมาเป็นฐานข้อมูลทางด้านการบำรุงรักษา
5.ทำการค้นคว้าหาวิธีวิเคราะห์ความเสียหายของเครื่องจักรและวิเคราะห์การเกิดอุบัติเหตุเพื่อหาทางป้องกันต่อไป
6.ประสานกับฝ่ายวิจัย และพัฒนาในการออกแบบเครื่องจักรอุปกรณ์โดยคำนึงถึงการบำรุงรักษา
7.การควบคุมอะไหล่ อุปกรณ์ช่วยในการผลิต และข้อมูลทางด้านเทคโนโลยี
ในปัจจุบันนับได้ว่าเครื่องจักรเป็นทรัพยากรที่สำคัญมาก เนื่องจากเทคโนโลยีมีความก้าวหน้าอย่างรวดเร็ว ซึ่งทำให้มีการประดิษฐ์เครื่องจักรขึ้นมาแทนที่การใช้แรงงานในกระบวนการผลิต การบำรุงรักษาเครื่องจักรไม่ให้เกิดความเสียหาย จึงเป็นสิ่งที่จำเป็นอย่างยิ่ง ดังนั้นการบำรุงรักษาด้วยตนเอง (Autonomous Maintenance) มีจุดมุ่งหมายที่จะพัฒนาพนักงานผลิตที่สามารถดูแลรักษาเครื่องจักรได้ด้วยตนเอง ซึ่งมีการดำเนินงานเป็น 7 ขั้นตอนดังนี้
1.การทำความสะอาดขึ้นพื้นฐาน
2.กำจัดแหล่งกำเนิดความสกปรกและเข้าถึงยาก
3.สร้างมาตรฐานการทำความสะอาด
4.การตรวจสอบเครื่องจักร
5.การตรวจสอบกระบวนการผลิต
6.การบำรุงรักษาด้วยตนเอง
7.การจัดการดูแลด้วยตนเอง
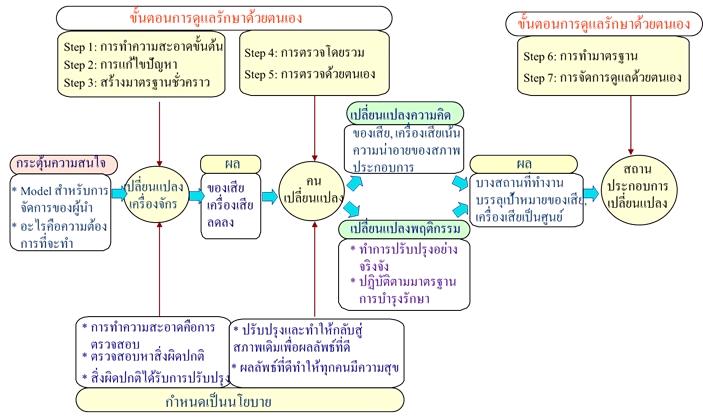
รูปที่ 1 ขั้นตอนของการบำรุงรักษาด้วยตนเอง
1.การทำความสะอาดขึ้นพื้นฐาน การทำความสะอาด ในความหมายของ TPM นั้นไม่ใช่เพียงการทำความสะอาด แต่การทำความสะอาดคือการตรวจสอบเพื่อหาสิ่งผิดปกติ จุดที่ตรวจสอบได้ยาก และที่มาของความสกปรก เพื่อเป็นการฝึกให้พนักงานมองหาปัญหาที่กำลังเกิดขึ้นในระหว่างที่ทำความสะอาด ไม่ได้ให้เพียงแค่เช็ด แต่ต้องตั้งคำถามกับตัวเองเสมอว่า ความสกปรกที่พบนั้นมาจากที่ไหน และทำการติด Tag เพื่อเป็นการชี้บ่งให้เห็นว่าจุดนั้นเป็นจุดที่พบความผิดปกติ และกำลังรอการแก้ไข
โดยมาก Tag ที่ใช้จะมี 2 สี เพื่อแบ่งแยกว่าสิ่งที่พบนั้นใครควรเป็นคนที่จะแก้ไข ระหว่างช่างกับ Operator ในตอนแรกจะเป็นช่างเสียเป็นส่วนใหญ่ (นี่เป็นเรื่องปกติ) ช่างต้องเข้าไปให้ความรู้ ความเข้าใจ ในบางเรื่องที่เห็นว่า Operator สามารถทำได้ให้ Operator ทำเอง เป็นการถ่ายทอดความรู้ไปให้ Operator เพื่อเพิ่มความรู้ของ Operator ให้มากขึ้น ในการเข้าไปทำความสะอาดไม่ได้เข้าไปทำแบบไม่มีการวางแผน แต่ทุกอย่างต้องได้รับการจัดเตรียมให้การทำความสะอาดราบรื่น ในขั้นตอนที่ 1 นี้สิ่งที่ต้องการคัดเครื่องจักรที่ไม่มีการเสื่อมสภาพ
ดังนั้น Tag ทุกใบต้องได้รับการแก้ไข พร้อมทั้งทำการวิเคราะห์หาสาเหตุว่าความผิดปกตินั้นเกิดขึ้นได้อย่างไร โดยการใช้เครื่องมือที่เรียกว่า Know-how ซึ่งเป็นเครื่องมือที่ใช้ในการวิเคราะห์แบบง่าย โดยการเริ่มจากการคิดว่าอะไรที่น่าจะเป็นสาเหตุของสิ่งที่เกิดขึ้นได้บ้าง แล้วจึงหาทางพิสูจน์ว่าสาเหตุนั้นเป็นสิ่งที่ทำให้เกิดปัญหาหรือไม่ เช่น ลูกปืนแตก ไม่ใช่เพียงแต่เปลี่ยนลูกปืน แต่ต้องคิดต่อว่าแตกได้อย่างไร ไม่มีการหล่อลื่นใช่หรือไม่ การติดตั้งไม่ถูกต้องใช่หรือไม่ พร้อมทั้งถ่ายรูปของการแก้ไขไว้เป็นหลักฐานหรือ ภาพก่อนทำหลังทำ แล้วหาทางป้องกันปัญหานั้นไม่ให้กลับมาเกิดอีก โดยการกำหนดมาตรฐานเบื้องต้นขึ้นมาและจัดทำ One Point Lesson หรือ OPL เพื่อสื่อสารต่อให้กับคนอื่น
2.กำจัดแหล่งกำเนิดความสกปรกและเข้าถึงยาก การแก้ไขที่มาของความสกปรกหลังจากที่ทำความสะอาด ในขั้นตอนที่ 1 แล้วนั้น ต้องทำการหาที่มาของความสกปรกให้พบ เพื่อลดเวลาในการทำความสะอาดลง แต่มีประสิทธิภาพมากขึ้น เป็นการฝึกให้พนักงานรู้จักทำการวิเคราะห์หาสาเหตุของปัญหา และแก้ไขที่เหตุ เครื่องมือที่ใช้ในขั้นตอนที่ 2 นี้โดยหลักแล้วก็จะเป็นเครื่องมือเดียวกับขั้นตอนที่ 1 แต่สิ่งที่เพิ่มขึ้นมาก็คือ เรื่องของการออกแบบโดยการใช้กระดาษแข็ง หรือที่เรียกว่า Cardboard Engineering คือการนำเอากระดาษแข็งมาตัดเป็นเครื่องป้องกันต่าง ๆ เช่น ถาดรองรับน้ำมัน รางรองรับน้ำ หรือหลังคากันฝุ่น แล้วนำไปทดลองติดตั้งเพื่อทดสอบการใช้งานว่าใช้ได้จริงหรือไม่ ติดขัดปัญหาอย่างไรหรือเปล่า โดยการออกแบบนี้ทำได้ง่าย ๆ โดยพนักงาน Operator
3.สร้างมาตรฐานการทำความสะอาด สร้างมาตรฐานการทำความสะอาดหรือการจัดทำมาตรฐานชั่วคราวหลังจากที่ทำการแก้ไขที่มาของความสกปรกได้แล้ว ในขั้นตอนที่ 2 เราต้องหาทางป้องกัน ไม่ให้สาเหตุนั้น ๆ กลับมาเกิดขึ้นอีก โดยการจัดทำเป็นมาตรฐาน ในการตรวจสอบเครื่องจักร และเป็นการฝึกให้พนักงาน รู้จักกับการป้องกันปัญหา มากกว่าการแก้ไขปัญหา
มาตรฐานที่จะกำหนดให้พนักงานเดินเครื่องทำงาน ต้องเป็นมาตรฐานที่ไม่ยุ่งยากซับซ้อน โดยเงื่อนไขที่พนักงานเดินเครื่องควรเป็น ดังนี้คือ
1.เรื่องที่ให้ทำต้องเป็นเรื่องที่ง่าย ใช้เพียง ตาเพื่อดู หูเพื่อฟัง จมูกเพื่อดมกลิ่น และมือเพื่อสัมผัส
2.ต้องไม่มีงานถอดประกอบที่ยุ่งยาก
3.ต้องไม่ใช้เครื่องมือพิเศษ
4.ต้องมีความถี่ที่ไม่ยาวเกิน 1 เดือน
4.การตรวจสอบเครื่องจักร การตรวจสอบโดยรวม เมื่อจัดทำมาตรฐานการตรวจสอบแล้วนั้น เราก็ต้องให้พนักงานมีความรู้มากขึ้น เพื่อให้การตรวจสอบเครื่องจักรของเรานั้นมีประสิทธิภาพมากขึ้น ในขั้นตอนนี้จะเป็นการให้ความรู้แก่พนักงานมากขึ้น โดยเฉพาะความรู้ทางวิศวกรรมพื้นฐาน และปรับปรุงมาตรฐานขึ้นมาอีกขั้น และเป็นการฝึกให้พนักงานได้เรียนรู้สิ่งใหม่ และนำความรู้ใหม่นั้นมาใช้ในการแก้ไขปัญหามากขึ้น
5.การตรวจสอบกระบวนการผลิต เป็นขั้นตอนที่ให้ความรู้ กับพนักงานที่เป็นเรื่องเฉพาะ ที่ต้องใช้ในเครื่องจักรนั้น ๆ และทำการปรับมาตรฐาน การบำรุงรักษาให้แม่นยำมากขึ้น และเริ่มเข้าใจความสัมพันธ์ของของเสียกับการเดินเครื่อง และเป็นการฝึกให้พนักงาน ใช้ความรู้มาคิดวิเคราะห์ แก้ไขปัญหามากขึ้น
6.การเขียนมาตรฐาน หลังจากที่พนักงาน มีความรู้เฉพาะเรื่องแล้วนั้น พนักงานต้องใช้ความรู้ทั้งหมด มาจัดทำเป็นมาตรฐานในการทำงาน ไม่ใช่แค่มาตรฐานในการบำรุงรักษา แต่เป็นมาตรฐานในการทำงานทุกอย่างที่เกิดขึ้น ในหน่วยงานนั้น ๆ และเป็นการเริ่มถ่ายโอน ความเป็นเจ้าของทั้งหมด ให้กับพนักงานเดินเครื่อง
7.การจัดการดูแลด้วยตนเอง หรือการตรวจสอบโดยอัตโนมัติ เป็นขั้นตอนที่สูงที่สุดที่เราสามารถให้ความเชื่อถือกับพนักงานในการดูแลการทำงานทั้งหมดได้ด้วยตัวของพนักงานเอง ในการดำเนินการแต่ละขั้นนั้น จะมีเครื่องมือในการดำเนินการที่แยกย่อยลงไป เพื่อให้พนักงานได้ฝึกหัด อย่างเป็นขั้นเป็นตอน ด้วยกลยุทธ์นี้เอง การทำกิจกรรมการบำรุงรักษาด้วยตนเองนั้น จึงเป็นการใช้เครื่องจักร เป็นเครื่องมือในการสอนคนให้คิดเป็น ทำเป็น ไม่ได้เป็นเพียงแค่การบำรุงรักษาเท่านั้น หากเป็นเช่นนั้น เราเพียงแค่จ้างช่างมาเป็นพนักงานเดินเครื่องก็คงง่ายกว่า
การวัดประสิทธิผลโดยรวมของเครื่องจักร (Overall Equipment Effectiveness: OEE) เป็นวิธีการที่ดีวิธีหนึ่งที่นอกจากทำให้รู้ประสิทธิผลของเครื่องจักรแล้วยังรู้ถึงสาเหตุของความสูญเสียที่เกิดขึ้นทั้งในภาพใหญ่ คือ สามารถแยกประเภทการสูญเสียและรายละเอียดของสาเหตุนั้น ทำให้สามารถที่จะปรับปรุง ลดความสูญเสียที่เกิดขึ้นได้อย่างถูกต้องและเป็นระบบ
การวัดค่า OEE ประกอบด้วยปัจจัย 3 ปัจจัย ดังนี้คือ
การคำนวณ OEE ประกอบด้วยผลคูณของ 3 Factor ดังนี้
OEE = อัตราเดินเครื่อง (A) x ประสิทธิภาพเดินเครื่อง (P) x อัตราคุณภาพ (Q)
ตัวอย่าง จงคำนวณหาค่า OEE ของกระบวนการผลิตต่อไปนี้

ประสิทธิผลโดยรวมของเครื่องจักรอุปกรณ์
OEE (ก) = 100% x 50% x 100% = 50%
OEE (ข) = 90% x 90% x 90% = 72%
สรุปว่ากระบวนการผลิต A จะมีอัตราการเดินเครื่องถึง 100% และอัตราคุณภาพถึง 100% แต่เมื่อพิจารณาประสิทธิภาพการเดินเครื่องที่มีเพียง 50% ทำให้ OEE เหลือเพียง 50% จากกรณีนี้สามารถวิเคราะห์ได้ว่ากระบวนการผลิต A ไม่มีปัญหาเรื่องเครื่องจักรเสียหรือเครื่องจักรหยุดใด ๆ รวมทั้งไม่มีปัญหาทางด้านคุณภาพด้วย แต่กระบวนการผลิตทำงานได้ช้ามากเพียงแค่ 50% ของกำลังการผลิตมาตรฐาน
สรุปว่ากระบวนการผลิต B ดูเหมือนว่า OEE น่าจะออกมาสูง เนื่องจากทั้ง 3 ปัจจัยอยู่ในเกณฑ์สูง แต่จริง ๆ OEE ที่ออกมาคือเท่ากับ 72.9% เพราะว่ายังไม่สามารถเดินเครื่องได้ตลอด มีเวลาหยุดเครื่องไป 10% เครื่องยังเดินได้ไม่เต็มกำลัง ขาดอีก 10% และมีของเสียในปริมาณที่สูงถึง 10%
ค่าดังกล่าวมิใช่ค่าเป้าหมายที่บังคับใช้ (สามารถกำหนดค่าเป้าหมายได้ความเหมาะสมของแต่ละโรงงาน) แต่บริษัทต่าง ๆ ที่ได้รับรางวัล PM ล้วนมีค่าประสิทธิผลโดยรวมของเครื่องจักรอุปกรณ์ (OEE) สูงกว่า 85% ทั้งสิ้น
1.อัตราการเดินเครื่อง (Availability Rate: A) คือความพร้อมของเครื่องจักรในการทำงาน ระยะเวลาที่เครื่องจักรหยุด (Downtime Loss) มีสาเหตุมาจากเครื่องจักรขัดข้อง (Breakdowns) การปรับแต่งเครื่องจักร (Setup/Adjustments) หรือการจัดการกระบวนการการทำงานที่ไม่ดี (Management)
ตัวอย่าง เครื่องจักรเครื่องหนึ่งมีเวลาทำงานทั้งหมดสัปดาห์ละ 48 ชั่วโมง ในช่วง 1 สัปดาห์เครื่องจักรนี้ มีเวลาหยุดตามแผน 6 ชั่วโมง มีเวลาสูญเสียจากเครื่องจักรหยุด 3 ชั่วโมง จงหาอัตราการเดินเครื่องของเครื่องจักรนี้ในหนึ่งสัปดาห์
เวลารับภาระงาน = เวลาทั้งหมด–เวลาหยุดตามแผน
= 48–6 = 42 ชั่วโมง
เวลาเดินเครื่อง = เวลารับภาระงาน–เวลาสูญเสียจากเครื่องจักรหยุด
= 42–3 = 39 ชั่วโมง
อัตราการเดินเครื่อง = เวลาเดินเครื่อง/เวลารับภาระงาน
= 39/42 = 92.85 %
2.ประสิทธิภาพการเดินเครื่อง (Performance Efficiency: P) คือสมรรถนะการทำงานของเครื่องจักร การสูญเสียประสิทธิภาพ (Performance Loss) มีสาเหตุมาจากการหยุดเล็กน้อย การเดินเครื่องตัวเปล่า (Minor Stoppage and Idling
Losses) และการสูญเสียความเร็วเครื่องจักร (Speed Losses) หรือประสิทธิภาพการเดินเครื่องบางครั้งไม่สามารถคำนวณได้โดยตรง เนื่องจากมีความสูญเสียที่ไม่สามารถจับเวลาได้ แต่ทำให้เครื่องเสียกำลัง เช่น ไฟตก เครื่องเดินไม่เรียบ เครื่องสะดุดหรือหยุดเล็กน้อย เป็นต้น
ตัวอย่าง เวลาทำงานของเครื่องจักรเครื่องหนึ่ง หลังจากมีการหักเวลาหยุดตามแผนและหักเวลาสูญเสียที่ทำให้เครื่องต้องหยุดทำงานแล้วสุดท้ายเครื่องจักรมีเวลาจริง ๆ เพียงแค่ 50 ชั่วโมง ต่อสัปดาห์ แต่ในขณะทำงานตลอดสัปดาห์มีเวลาสูญเสียจากเครื่องเสียกำลังรวมกันแล้ว 8 ชั่วโมง จงหาประสิทธิภาพการเดินเครื่องของเครื่องจักรเครื่องนี้ใน 1 สัปดาห์
เวลาเดินเครื่องสุทธิ = เวลาเดินเครื่อง–เวลาสูญเสียจากเครื่องจักรเสียกำลัง
= 50–8 = 42 ชั่วโมง
ประสิทธิภาพการเดินเครื่อง = เวลาเดินเครื่องสุทธิ/เวลาเดินเครื่อง
= 42/50 = 84 %
3.อัตราคุณภาพ (Quality Rate: Q) คือความสามารถในการผลิตของดีตรงตามข้อกำหนดของเครื่องจักรการสูญเสียด้านคุณภาพ (Quality Loss) มีสาเหตุมาจากความสูญเสียเนื่องจากชิ้นงานเสีย (Defects) งานซ่อม (Rework) และความสูญเสียช่วงเริ่มต้นการผลิต (Startup Loss)
อัตราคุณภาพบางครั้งก็ไม่สามารถหาได้โดยการใช้สมการดังกล่าว เนื่องจากความยากลำบากในการจับเวลาที่ต้องสูญเสียไปกับการผลิตงานเสีย แต่เราสามารถดูความสูญเสียที่ออกมาในรูปของชิ้นงานที่เสียและชิ้นงานที่ต้องนำกลับไปแก้ไข
ตัวอย่าง เครื่องจักรเครื่องหนึ่งมีเวลาเดินเครื่องที่ไม่มีความสูญเสียใด ๆ เลยในขณะทำงาน หรือเรียกอีกอย่างหนึ่งว่าเวลาเดินเครื่องสุทธิเท่ากับ 40 ชั่วโมงใน 1 สัปดาห์ แต่มีช่วงที่ชิ้นงานออกมาเสียหรือต้องนำกลับไปแก้ไขรวมกันประมาณ 2 ชั่วโมง จงหาอัตราคุณภาพของเครื่องจักรนี้
เวลาเดินเครื่องสุทธิที่เกิดมูลค่า = เวลาเดินเครื่องสุทธิ–เวลาสูญเสียจากการผลิตของเสีย
= 40–2 = 38 ชั่วโมง
อัตราคุณภาพ = เวลาเดินเครื่องสุทธิที่เกิดมูลค่า/เวลาเดินเครื่องสุทธิ
= 38/40 = 95 %

ดังนั้นการนำ OEE มาใช้งาน มีข้อควรระวังคือ จะต้องทำความเข้าใจในที่มาของข้อมูลอย่างชัดเจน เนื่องจากการคิด OEE มีจุดที่ทำให้เกิดการตีความและการตัดสินใจที่แตกต่างกันได้ เช่น การคิดเวลา หยุดของเครื่องจักรว่าจะต้องนานเท่าใดถึงจะบันทึกได้ หรือการตัดสินใจในค่า OEE ที่เท่ากันแต่จากความสูญเสียที่ต่างกันหรือจากการพิจารณาค่า OEE เพียงอย่างเดียว โดยไม่พิจารณาค่าผลผลิต โดยรวมก็ทำให้เข้าใจผิดว่าเครื่องจักรมีการใช้งานสูงได้
ธีรยุทธ หม่องไชย (2554) ได้ทำการศึกษาเรื่อง การเพิ่มผลผลิตในกระบวนการผลิตด้วยการบำรุงรักษาด้วยตนเอง กรณีศึกษา บริษัทไทยฮั้วยางพารา จำกัด (มหาชน) สาขาหนองคาย พบว่า (1) ได้ทำการจัดทำข้อมูลของเครื่องจักร และศึกษาสภาพการทำงานปัจจุบันอบรมพนักงานผู้ที่มีส่วนร่วมในการใช้เครื่องจักรทำการปรับปรุงตามข้อมูลที่พบข้อบกพร่อง โดยได้ข้อเสนอแนะจากผู้ใช้เครื่องจักร และจัดทำเครื่องชี้วัด สำหรับการติดตามวัดผลการบำรุงรักษาด้วยตนเอง ได้ตัวชี้วัด 4 วิธีคือ 1.อัตราการเสียของเครื่องรีดยาง 2.จำนวนครั้งของลูกปืนที่แตก 3.ค่าใช้จ่ายในการซ่อมเครื่องจักรรีดยาง 4.ผลผลิตที่ได้ และ (2) การพัฒนาระบบการบำรุงรักษาด้วยตนเองทำให้ผลผลิตที่ได้เพิ่มขึ้นในเดือนพฤษภาคม 2554 ร้อยละ 19.54 และเดือนมิถุนายน 2554 ร้อยละ 24.05 เมื่อเทียบกับค่าเฉลี่ยของผลผลิตเดือนมกราคม 2554–มีนาคม 2554
นิวัฒน์ ธาดาสีห์ และดํารงเกียรติ รัตนอมรพิน (2556) ได้ทำการศึกษาเรื่อง การประยุกต์การบำรุงรักษาด้วยตนเองสำหรับแม่พิมพ์ผลิตชิ้นส่วนเครื่องใช้ ไฟฟ้าภายในบ้าน: กรณีศึกษา จากการศึกษาพบว่า สามารถลดความสูญเสียในการผลิตที่เกิดจาก ปญหาแมพิมพชำรุดเสียหายของหนวยงาน Vacuum Forming ซึ่งเป็นกระบวนการต้นน้ำ จนสงผลทําใหต้องหยุดสายการประกอบเท่ากับ 20.7% หรือเฉลี่ยประมาณ 293.8 นาทีต่อเดือน สามารถควบคุมและรักษาแผนการผลิตตูเย็นให้ไดตามเป้าหมาย โดยสามารถเพิ่มยอดการผลิตไดสูงขึ้น 12.6% หรือ 18,800 ตูตอเดือน สามารถลดของเสียในกระบวนการผลิต Inner Box ที่เกิดจากแม่พิมพ์ 48.8%หรือคิดเปนมูลคา 134,250 บาทตอเดือน และคาประสิทธิผลโดยรวม (OEE) ของแมพิมพ์ในหนวยงาน Vacuum Forming เพิ่มสูงขึ้น12.7% โดยเฉลี่ยเทา กับ 82.3% ต่อเดือน
อรอุมา กอสนาน และคณะ (2554) ได้ทำการศึกษาเรื่อง การปรับปรุงแผนการบำรุงรักษาเชิงป้องกัน และจัดทําคู่มือการบำรุงรักษาด้วยตนเอง สำหรับเครื่องพันฉลากสำหรับขวด PET กรณีศึกษาโรงงานไทยน้ำทิพย์ พบว่า จากการดำเนินงานดังกล่าวเวลาที่เครื่องจักรเกิดเหตุขัดข้องลดลง 1.35% ความพร้อมใช้งานเครื่องจักรเพิ่มขึ้น 1.73% นอกจากนี้ยังสามารถช่วยให้การบริหารงานบำรุงรักษา สามารถดำเนินไปได้อย่างมีประสิทธิภาพมากยิ่งขึ้น
สรุปว่าการบำรุงรักษาด้วยตนเอง (Self Maintenance: SM หรือ Autonomous Maintenance : AM) เป็นกิจกรรมที่ช่วยให้พนักงานผู้ใช้เครื่องจักร สามารถทำความสะอาดตรวจสอบการทำงานของเครื่องจักรตามมาตรฐาน วิเคราะห์ปัญหาและสามารถแก้ไขเบื้องต้น เพื่อปกป้องเครื่องจักรตนเอง ทำให้สามารถใช้เครื่องจักรได้อย่างเต็มประสิทธิภาพ
เอกสารอ้างอิง
1. คมสัน จิระภัทรศิลปะ, 2007, เอกสารประกอบการบรรยาย “Autonomous Maintenance (Jishu Hozen)”, สถาบันไฟฟ้าและอิเล็กทรอนิกส์ (EEI)
2. ชุมพล มณฑาทิพย์กุล. 2009. การบำรุงรักษาด้วยตนเอง ภาคการทำความสะอาดเบื้องต้น (Autonomous Maintenance: Initial Clean).
3. ธานี อ่วมอ้อ. (2547). การบำรุงรักษาด้วยตนเอง. กรุงเทพฯ: สถาบันเพิ่มผลผลิตแห่งชาติ.
4. ธีรยุทธ หม่องไชย. (2554). การเพิ่มผลผลิตในกระบวนการผลิตด้วยการบำรุงรักษาด้วยตนเอง กรณีศึกษา บริษัทไทยฮั้ว ยางพารา จำกัด(มหาชน) สาขาหนองคาย. สาขาวิชาวิทยาการจัด การ บริหารธุรกิจมหาบัณฑิต มหาวิทยาลัยสุโขทัยธรรมาธิราช.
5. นิวัฒน์ ธาดาสีห์ และดํารงเกียรติ รัตนอมรพิน. (2556). การประยุกต์การบำรุงรักษาด้วยตนเองสำหรับแม่พิมพ์ผลิตชิ้นส่วนเครื่องใช้ ไฟฟ้าภายในบ้าน: กรณีศึกษา. คณะบริหารธุรกิจมหาบัณฑิต สถาบันเทคโนโลยี ไทย–ญี่ปุน และคณะวิศวกรรมศาสตร สถาบันเทคโนโลยีไทย-ญี่ปุน.
6. ประจวบ นำนาผล. (2555). การปรับปรุงค่าประสิทธิภาพโดยรวมของเครื่องจักร OEE บรรจุแป้ง. วิศวกรรมศาสตร์มหาบัณฑิต สาขาวิชาการจัดการทางวิศวกรรม คณะวิศวกรรมศาสตร์มหาวิทยาลัยธุรกิจบัณฑิต.
7. อรอุมา กอสนาน และคณะ. (2554). การปรับปรุงแผนการบำรุงรักษาเชิงป้องกันและจัดทำคู่มือการบำรุงรักษาด้วยตนเอง สำหรับเครื่องพันฉลาก กรณีศึกษาโรงงานไทยน้ำทิพย์. ปริญญา นิพนธ วศ.บ. (วิศวกรรมอุตสาหการ). ปทุมธานี: คณะวิศวกรรมศาสตร มหาวิทยาลัยอีสเทิรนเอเชีย.
8. Nakajima, S., 1988, “Introduction to TPM (Total Productive Maintenance)”, Productivity Press, ISBN-10: 0915299232, ISBN-13: 978-0915299232.
9. Suzuki, T., 1992, “New Direction for TPM”, Cambridge, MA: Productivity Press
10. http://www.tpif.or.th/2012/shindan_d/?page_id=81
11. http://www.tgi.or.th/upload/files/Self-Maintenance-Maintenance.jpg
12. http://tools4pro.blogspot.com/2015/07/self-maintenance-sm.html
13. http://www.hrtraining.co.th/inhouse_detail.php?id=181
14. http://www.tpmconsulting.org/menu3_show.php?id=12
15. http://www.bttraining.com/index.php?lay=show &ac=article&Id=539313355&Ntype=22 16. https://riverplusblog.com/
17. https://www.rmuti.ac.th/faculty/production /ie/html/Oee.htm
สงวนลิขสิทธิ์ ตามพระราชบัญญัติลิขสิทธิ์ พ.ศ. 2539 www.thailandindustry.com
Copyright (C) 2009 www.thailandindustry.com All rights reserved.
ขอสงวนสิทธิ์ ข้อมูล เนื้อหา บทความ และรูปภาพ (ในส่วนที่ทำขึ้นเอง) ทั้งหมดที่ปรากฎอยู่ในเว็บไซต์ www.thailandindustry.com ห้ามมิให้บุคคลใด คัดลอก หรือ ทำสำเนา หรือ ดัดแปลง ข้อความหรือบทความใดๆ ของเว็บไซต์ หากผู้ใดละเมิด ไม่ว่าการลอกเลียน หรือนำส่วนหนึ่งส่วนใดของบทความนี้ไปใช้ ดัดแปลง โดยไม่ได้รับอนุญาตเป็นลายลักษณ์อักษร จะถูกดำเนินคดี ตามที่กฏหมายบัญญัติไว้สูงสุด




