
ศรีนคร นนทนาคร
Azbil (Thailand) Co., Ltd.
ประเทศญี่ปุ่นได้รับการยอมรับว่าเป็นประเทศที่มีประสิทธิภาพในการใช้พลังงานดีที่สุด สืบเนื่องมาตั้งแต่สนธิสัญญา Kyoto Protocol ที่ลงนามไว้อย่างรับผิดชอบจนถึงที่สุด หรือมาจากจิตสำนึกของผู้คนเอง ที่เติบโตมาในประเทศที่ขาดแคลนแหล่งพลังงานจนต้องมีทั้งการพัฒนาแหล่งพลังงานสมัยใหม่ และรู้ถึงคุณโทษของแหล่งพลังงานเหล่านั้น
บทความนี้จะขอหยิบยกเรื่องราวการใช้พลังงานอย่างคุ้มค้าโดย Green IT ซึ่งเป็นหนึ่งในเทคโนโลยี ที่หน่วยงาน JEITA (Japan Electronics and Information Technology Industries Association) โดยมีผู้ผลิตหลายบริษัท อาทิเช่น Azbil, Fuji Electric, Hitachi, Mitsubishi Electric, Yokogawa Electric เป็นต้น ร่วมกันจัดทำและเผยแพร่ผ่านกระทรวงเศรษฐกิจ การค้า และอุตสาหกรรม ที่เราคุ้นเคยกันในชื่อย่อว่า METI และเรียกชื่ออย่างเป็นทางการว่า RENKI Control โดยคำว่า RENKI มาจากภาษาญี่ปุ่น ที่มีผู้แปลให้ไว้ว่า การร่วมไม้ร่วมมือ หรือการประสานงานกัน

RENKI Control เป็นเทคนิคที่สามารถเพิ่มประสิทธิภาพ การใช้พลังงานให้เหมาะสม จากแหล่งผลิตตั้งแต่ สองแหล่งขึ้นไป ภายใต้การควบคุมให้มีประสิทธิภาพการผลิตพลังงานและมีประสิทธิผลการลดต้นทุน และเป็นเทคนิคที่มาจากการสะสมประสบการณ์ และองค์ความรู้ของชาวญี่ปุ่น รวมถึงมีการนำเอา Green IT มาช่วยให้มีโอกาสประสบความสำเร็จได้ และโดยไม่มุ่งเน้นให้ต้องเปลี่ยนเครื่องจักรการผลิตใหม่ รวมถึงสอดคล้องกับแนวทางมาตรฐานสากลอย่าง ISO 50001 และของ IEC TC65 หมายเลข 62264
Green IT ในที่นี้ เป็น IT ที่ทำให้เกิด Green ขึ้น หรืออาจเรียกได้ว่า “Green by IT” ไม่ใช่ IT ที่ Green หรือที่เป็นแค่ “Green of IT” คือเป็นการใช้ Information Technology (IT) มาช่วยให้เกิดการประสานงาน หรือร่วมมือกันได้ง่ายขึ้น รวดเร็วขึ้น บทความนี้จึงข้อนำเสนอแง่มุมของเทคโนโลยีนี้เพื่อให้อุตสาหกรรมของไทยมีแนวทางการเพิ่มประสิทธิภาพให้ดียิ่ง ๆ ขึ้นต่อไปตามแนวทาง PDCA (Plan-Do-Check-Action) ให้เกิดวงล้อการปรับปรุงประสิทธิภาพอย่างต่อเนื่อง และเมื่อเกิดความสนใจที่จะศึกษาอย่างลึกซึ้งแล้ว ก็สามารถ Download ต้นฉบับของ RENKI Control Guidebook ได้จาก JEITA https://www.jeita.or.jp/english/public_standard
เครื่องผลิตพลังงาน ที่บางคนเรียกว่าต้นกำลัง ทำการแปรเปลี่ยนพลังงานเบื้องต้น (Primary Energy) ให้เป็นพลังงานตามที่ต้องการ (Secondary Energy) พลังงานเบื้องต้นของบางโรงงานอาจจะเป็นไฟฟ้า ผ่านเครื่องผลิตพลังงานลม (Air Compressor) เป็นลมอัดความดันสูง หรือบางโรงงานอาจมีน้ำมันเป็นพลังงานเบื้องต้น มาแปรเปลี่ยนผ่าน หม้อต้มน้ำ (Boiler) เป็นพลังงานไอน้ำ หรือพลังงานความร้อน หรือผ่านกังหัน เป็นพลังงานไฟฟ้าอีกที ส่วนมากแล้วพลังงานเบื้องต้นจะเป็น ไฟฟ้า ก๊าซ น้ำมัน หรือถ่านหิน และพลังงานขั้นถัดไปที่ต้องการเช่น ไอน้ำ น้ำร้อน น้ำเย็น ลมอัดความดัน RENKI Control บอกว่าเครื่องผลิตพลังงานต้นกำลังเหล่านั้นถูกออกแบบไว้ (Design) ให้ผลิตพลังงานเพื่อใช้ในสถานการณ์ที่ความต้องการพลังงานสูงสุด (Maximum Load for Energy Demand) แต่เมื่อการผลิตไม่เป็นไปตามค่าสูงสุดที่วางแผนไว้ ความต้องการใช้พลังงานก็ลดลงแต่ไม่สามารถทำได้ ยังคงผลิตเหมือนเดิมอยู่ ประสิทธิภาพจึงไม่ดี RENKI Control บอกด้วยว่าชุดผลิตต้นกำลังที่เป็นแบบแยกอิสระต่อกัน และอาจจะจัดหามาต่างเวลากัน ต่างรุ่นต่างผู้ผลิตกัน ล้วนแยกการควบคุมอิสระจากกัน จะสามารถสร้างความร่วมมือกันผ่านการควบคุมให้มีประสิทธิภาพการผลิตที่เพิ่มขึ้นได้ RENKI Control ยังบอกอีว่า “Mieruka” การทำให้เป็นภาพของการใช้พลังงาน เช่น ภาพกราฟที่เข้าใจง่ายจะช่วยให้สนับสนุนการทำกิจกรรมนี้ได้ผล
RANKEI Control จัดกลุ่มการควบคุมไว้ 5 แบบด้วยกันคือ
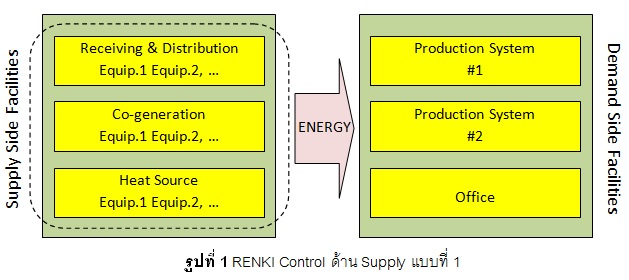
1. RENKI Control ของชุดต้นกำลัง Supply Side Facility ด้วยกันเอง เพื่อตอบสนองต่อความต้องการร่วมกัน
เป็นการใช้คุณลักษณะที่ต่างกันของชุดต้นกำลังที่มีอยู่ มาใช้ในการสร้างเงื่อนไขเพื่อควบคุมให้ผลิตได้อย่าง Optimum เป็นการรวบรวมต้นกำลังที่มีอยู่ให้ประสมประสานกัน ทำให้ต้นทุนการผลิตต่ำสุด (Minimise Cost) มีการควบคุมแบบ Alocation คำนึงถึงการให้ Optimum Load เช่น Heat Source ที่ใช้ไฟฟ้า น้ำมัน ก๊าซ และหรือควบคุม Optimum Control ชุดต้นกำลัง ที่มีความหลากหลายทางด้านขนาด หรือประสิทธิภาพของรุ่น ความใหม่ความเก่า หรือขนาดเล็กขนาดใหญ่เข้าด้วยกัน ของ Boiler, Pump, Air Compressor ตามรูปที่ 1
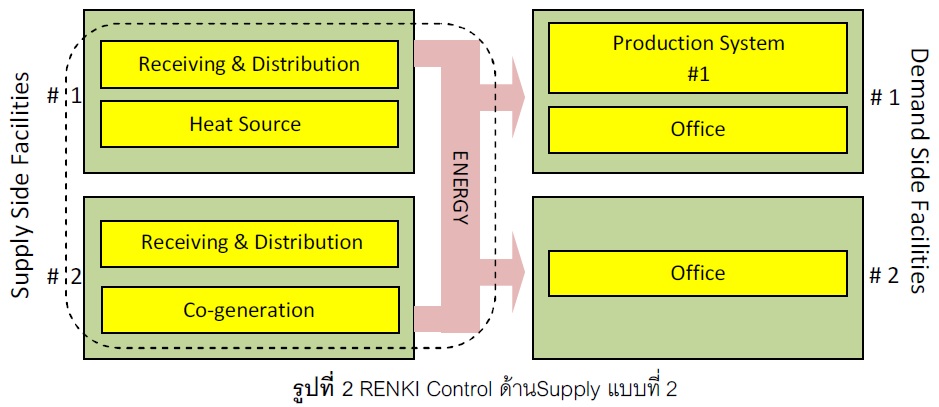
2.RENKI Control ของชุดต้นกำลัง Supply Side Facility เข้าด้วยกันเพื่อตอบสนองต่อความต้องการที่ต่างกัน
สำหรับกรณีที่เรามีต้นกำลังหลาย ๆ ชุด RENKI ให้ทำงานร่วมกันเพื่อ Optimum Load Allocaation ของชุดต้นกำลังแต่ละชนิด ให้รองรับความต้องการการใช้พลังงานที่ต่างกันตามรูปที่ 2 เช่น Air Compressor ที่ใช้ไฟฟ้า หรือควบคุม Header แบบ Optimum Control ชุดต้นกำลัง ที่มีความหลากหลายทางด้านความดันของ Hedaer หรือขนาดเล็ก ขนาดใหญ่เข้าด้วยกันของ Air Compressor ให้จ่ายตามความต้องการที่แตกต่างกันของ Demand Side อันอาจเนื่องมาจากต่างเครื่องจักรกัน เป็นต้น
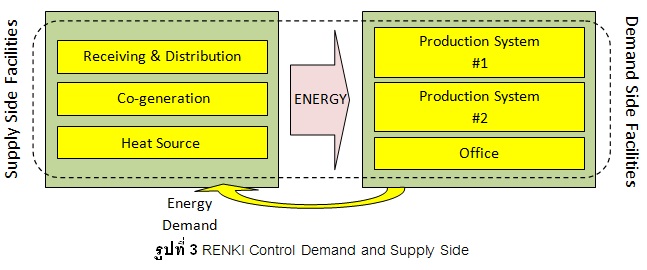
3.Demand และ Supply RENKI
เป็นการควบคุมให้ต้นกำลัง Supply Side ควบคุมการผลิตพลังงานให้สอดคล้องกับความต้องการของเครื่องจักรของโรงงาน หรือความต้องการอื่น ๆ ในการผลิตพลังงาน Supply Side ก็จะ Optimum Load Allocation ให้เป็นไปตามการคาดการความต้องการใช้พลังงาน อย่างเช่นการควบคุม Cooling Water Flow ให้ตอบรับกับความต้องการในการผลิต หรือการผลิตน้ำร้อน น้ำเย็น ให้ตอบสนองต่อความต้องการ ในขณะที่อุณหภูมิ เปลี่ยนไปตามกลางวันกลางคืน หรือฤดูกาล เป็นการนำวิธีการคาดการณ์ล่วงหน้า (Forcese) ร่วมกับสัญญาณจากตัววัดอุณหภูมิมาให้ RENKI Control ฝั่งต้นกำลังตามรูปที่ 3
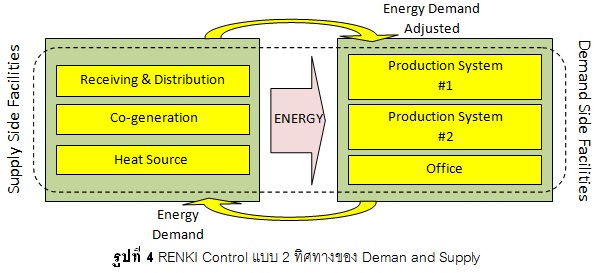
4.Demand และ Supply ทั้ง สองด้าน RENKI
เป็นการทำ RENKI Controlg เช่นเดียวกับแบบที่ 3 คือผลิตพลังงานให้สอดคล้องกับความต้องการพลังงานของฝั่ง Demand จนกระทั่งความต้องการใช้พลังงานเกินจุด Optimum ของฝั่ง Supply ก็ให้ปรับเปลี่ยนการผลิต เช่นแผนการผลิต (Production Plan) เช่นลดแผนของอัตราการผลิตลง และขยายเวลาการผลิตออกไป เป็นต้น จะช่วยให้ต้นทุนการผลิตพลังงานเป็นไปแบบเหมาะสม
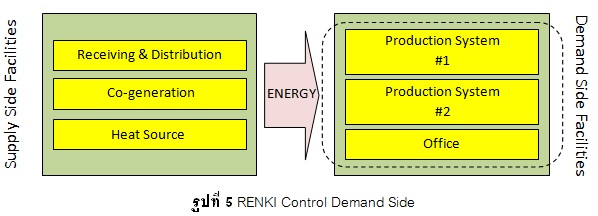
5.RENKI ของส่วน ความต้องการใช้พลังงาน Demand
เป็นการ RENKI Control ฝั่ง Demand ให้เกิดการใช้พลังงานอย่าง Optimum เช่น เมื่อปริมาณการผลิตลดลง อาจมีการ หยุดสายงานการผลิตบางรายแล้วมาเพิ่มการผลิตของบางรายให้สูงขึ้น เป็นการควบคุมฝั่งความต้องการใช้พลังงานจากการหาคุณลักษณะ การใช้พลังงานของแต่ละ Production Line ไว้ก่อนแล้ว
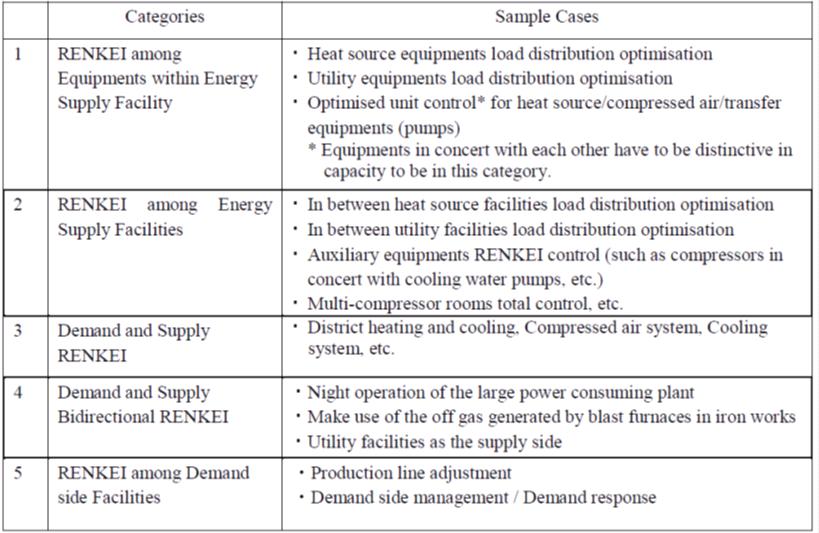
รูปที่ 6 เป็นการสรุปชนิดของ RENKI Cntrol แต่ละแบบ และตัวอย่างการนำไปใช้งาน
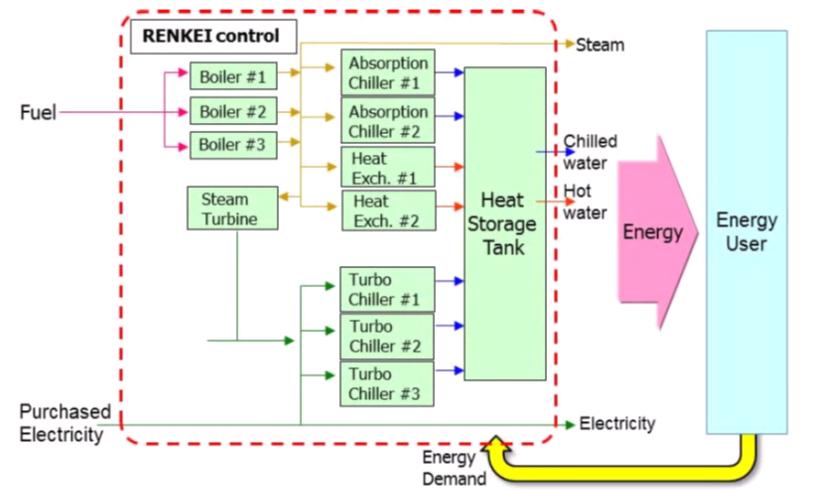
รูปที่ 7 เป็นตัวอย่างของ RENKI Control สำหรับการผลิตความร้อนความเย็น Distric Heating and Cooling
ในการลงมือ Implement RENKI Control ได้ให้คำแนะนำไว้ 5 ขั้นตอนด้วยกันคือ
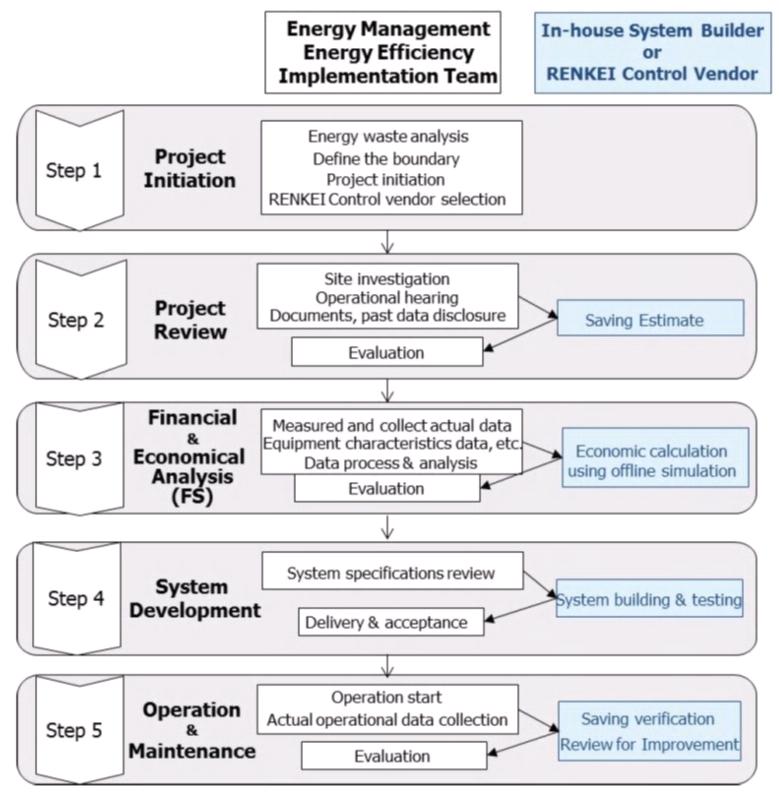
ขั้นตอนที่ 1 เป็นการตรวจวิเคราะห์ (Analyse) ข้อมูลการใช้พลังงาน เงื่อนไขการใช้พลังงานเพื่อการผลิต และหาความเป็นไปได้ในการเพิ่มประสิทธิภาพการใช้พลังงาน เมื่อนำ RENKI Control ชนิดใด มาประยุกต์ใช้ ขอบเขต (Boundary) การทำงาน เครื่องจักรต่าง ๆ (Facility) และการประเมินผลการวัด (Evaluate) โดยบริษัทผู้รับเหมาเป็นผู้เข้ามาพูดคุยหาข้อมูลจากเอกสาร (ยังไม่ลงหน้างานจริง) และอาจจัดทำเป็นรูปแบบเอกสารนำเสนอ ให้เราใช้เป็นข้อมูลในการเปรียบเทียบกัน หรือเลือกผู้รับเหมา
ขั้นตอนที่ 2 เป็นการศึกษาข้อมูลของ เครื่อจักรผลิตพลังงาน (Facility and Equipment) ที่อยู่ในขอบข่ายของของขั้นตอนที่ 1 พร้อมทั้งสัมภาษณ์ผู้ปฏิบัติงาน (Operator) ขั้นตอนการสัมภาษณ์นี้ต้องทำอย่างระมัดระวังจากผู้มีประสบการณ์โดยเฉพาะ และต้องทำความเข้าใจกันทั้งสองฝ่ายเรื่องการรักษาความลับของข้อมูล ขั้นตอนนี้ เพื่อจัดทำผลการคาดการณ์การอนุรักษ์พลังงาน (Benefit) ออกมาเป็นเอกสารเบื้องต้น
ขั้นตอนที่ 3 ศึกษาความเป็นไปได้จริง (Feasibility Study) เป็นการตรวจหาความคุ้มทุน (Return of Investment) ระยะเวลาการคืนทุน (Payback Period) ในกรณีที่มีข้อมูลการใช้พลังงาน (Operation Data) อยู่แล้ว (Real Time Energy Use) ก็จะง่ายและประหยัดค่าใช้จ่ายและระยะเวลา แต่ถ้าไม่มี ก็ต้องจัดทำโดยการติดตั้ง Sensor วัดและเครื่องบันทึก เป็นการชั่วคราว แน่นอนว่าค่าใช้จ่ายจะเกิดขึ้น แต่ขั้นตอนนี้สำคัญมาก จำเป็นต้องจัดทำ รวมถึง Base Line หรือ KPI เพื่อประเมินผลลัพธ์จริง
ขั้นตอนที่ 4 การติดตั้งจริง หลังจาก ขั้นตอนที่ 3 ลุล่วงในข้อตกลงแล้ว เป็นการนำเสนอของผู้รับเหมาในการนำ ออโตเมชั่นมา Implement RENKI Control ซึ่งเราต้องตรวจดูต้นทุนที่จะมีขึ้น และเลือกตัดสินใจ ว่าจะไปต่อหรือหยุด ถ้าไปต่ออุปกรณ์ ออโตเมชั่นที่จะนำมาใช้เป็นที่พอใจของเราหรือไม่ ก็เป็นอีกเรื่องที่ต้องพูดคุยกัน รวมถึงข้อตกลงต่าง ๆ อาทิเช่น หากดำเนินการแล้วไม่เป็นไปตาม Base Line หรือ KPI จะทำอย่างไรต่อ
ขั้นตอนที่ 5 เป็นการเริ่มใช้ RENKI Control ออโตเมชั่น การเก็บบันทึกข้อมลูต่าง ๆ การทำการเปรียบเทียบผลลัพธ์ ที่ได้ก่อนหลัง Implement รวมถึง เอกสารการปรับเปลี่ยนต่าง ๆ ที่เกิดขึ้น (Drawing) การฝึกอบรมการใช้ระบบออโตเมชั่น การบำรุงรักษา ระบบออโตเมชั่นที่นำมาใช้เพิ่มเติม หากแต่ละขั้นตอนดำเนินไปตามนี้จะลดข้อขัดแย้งที่อาจเกิดขึ้นได้ เช่น เราลดการใช้พลังงานลงเพราะเราผลิตน้อยลง ไม่ใช่เพราะการนำออโตเมชั่นมาใช้ หรือสัดส่วนการลดลงมาจาก RENKI Control เท่าไรกันแน่ เราลดการใช้พลังงานลงเพราะต้นทุนพลังงานถูกลง ไม่ใช่เพราะการนำออโตเมชั่นมาใช้ หรือสัดส่วนการลดลงมาจาก RENKI Control เท่าไรกันแน่ เป็นต้น

ในประเทศญี่ปุ่น โรงกระดาษ จะใช้พลังงานไม่เกิน 4,944 ล้านจูล(M J) ต่อตันการผลิต

โรงงานผลิต Ethylene จะใช้พลังงานไม่เกิน 11.9 จิกะจูล (G J) ต่อตันการผลิต

โรงงานผลิต เหล็ก จะใช้พลังงานไม่เกิน 0.531 กิโลลิตร (K L) น้ำมัน ต่อตันการผลิต
ข้อมูลอ้างอิง
• JEITA; Japan Electrics and Information Technology Industries Association; RENKI Control Guide Book
• GPIC; Green IT Promotion Council; Seminar Material
• Mr.Toru Ishikuma Azbil Corporation; Energy Efficiency Traning Material
• Mr.Mike Suzuki Azbil Corporation; Thailand Green IT Seminar Material
สงวนลิขสิทธิ์ ตามพระราชบัญญัติลิขสิทธิ์ พ.ศ. 2539 www.thailandindustry.com
Copyright (C) 2009 www.thailandindustry.com All rights reserved.
ขอสงวนสิทธิ์ ข้อมูล เนื้อหา บทความ และรูปภาพ (ในส่วนที่ทำขึ้นเอง) ทั้งหมดที่ปรากฎอยู่ในเว็บไซต์ www.thailandindustry.com ห้ามมิให้บุคคลใด คัดลอก หรือ ทำสำเนา หรือ ดัดแปลง ข้อความหรือบทความใดๆ ของเว็บไซต์ หากผู้ใดละเมิด ไม่ว่าการลอกเลียน หรือนำส่วนหนึ่งส่วนใดของบทความนี้ไปใช้ ดัดแปลง โดยไม่ได้รับอนุญาตเป็นลายลักษณ์อักษร จะถูกดำเนินคดี ตามที่กฏหมายบัญญัติไว้สูงสุด




